2,4,6-Trinitrotoluene (TNT) is an explosive that is well known for its stable nature, performance, and reliability. It is used in the military and mining industries as it can be cast into various shapes due to its ease of processing at its melting temperature of 80 to 82°C. It can be processed safely within melting temperature without the risk of thermal and impact-related initiation. Despite these properties, casting defect-free charges of uniform density is challenging. Hence, there is a need for targeted quality control measures and process optimisation to minimise density variations and defect formation in manufacturing. In this work the defects formation is mapped for a 10 kg anti-tank landmine, this is done by melting and casting TNT into a 10 kg anti-tank landmine fibre glass mould without any controlled cooling method. The melting and cooling temperature profiles of the TNT casing process were manually monitored using an infrared camera and the process was simulated using COMSOL Multiphysics. The resulting cast was characterised by Vidisco foXRayzor Digital X-Ray and Irdium-192 (192lr) radioactive source. The findings from this study depicted a dense structure at the mould’s margins compared to the booster centre. The less dense area also showed a high proportion of defects which were attributed to shrinkage during cooling.
| Published in | American Journal of Science, Engineering and Technology (Volume 10, Issue 1) |
| DOI | 10.11648/j.ajset.20251001.13 |
| Page(s) | 27-39 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
2,4,6-Trinitrotoluene, Anti-tank, Melt and Cast, Casting Defects, Mapping
Material | Heat capacity at constant pressure [J.kg-1.K-1] | Thermal conductivity [W.m-1.K-1] | Density [kg.m-3] | References |
|---|---|---|---|---|
Aluminium | 900.0 | 238 | 2700 | ----- |
TNT | 1062.2 | 0.260 | 1648 | [26] |
Fibreglass | 903.5 | 0.431 | 1835 | [22] |
TNT | 2,4,6-Trinitrotoluene |
EMs | Energetic materials |
RDX | 1,3,5-trinitro-1,3,5-triazacyclohexane |
DNP | 2,4-dinitro-2,4-diazapentane |
DNT | 2,4-dinitrotoluene |
DNAN | 2,4-dinitroanisole |
TNANA | 2,4,6-trinitroanisole |
HMX | 1,3,5,7-tetranitro-1,3,5,7-tetraazacyclooctane |
HNIW | 2,4,6,8,10,12-hexanitro-2,4,6,8,10,12-hexaazaisowurtzitane |
| [1] | D. Badgujar, M. Talawar, S. Asthana, P. Mahulikar, J. Hazard. Mater, 2008, 151(2-3), 289-305. |
| [2] | P. Lian, Y.-n. Li, H. Li, H. Huo, B.-z. Wang, W.-p. Lai, Comput. Theor. Chem., 2017, 1118, 39-44. |
| [3] | Y. Pan, W. Zhu, J. Phys. Chem. A, 2017, 121(47), 9163-9171. |
| [4] | D. Sun, S. V. Garimella, S. Singh, N. Naik, Propellants Explos. Pyrotech., 2005, 30(5), 369-380. |
| [5] | H. Zong, L. Xiao, Y. Hao, X. Gao, W. Wang, Y. Yang, Q. Liu, G. Hao, W. Jiang, J. Energetic Mater., 2023, 41(4), 465-482. |
| [6] | Ç. Susantez, A. B. Caldeira, B. R. Loiola, Def. Technol., 2022, 18(9) 1653-1661. |
| [7] | A. Weckerle, C. Coulouarn, in: 2010 Insensitive Munitions & Energetic Materials Technology Symposium, Munich, Germany, 2010. |
| [8] | Z. Liu, X. Zhao, in: IOP Conf. Ser.: Mater. Sci. Eng., IOP Publishing, 2019, pp. 012026. |
| [9] |
C. C. Ji, C. S. Lin, Propellants Explos. Pyrotech., 1998, 23(3), 137-141.
https://doi.org/10.1002/(SICI)1521-4087(199806)23:3<137::AID-PREP137>3.0.CO;2-H |
| [10] | S. Thiboutot, P. Brousseau, G. Ampleman, D. Pantea, S. Cote, Propellants Explos. Pyrotech., 2008, 33(2), 103-108. |
| [11] | S. Weckert, C. Anderson, in, 2006, DSTO-TN-0723 Defense Science and Technology Organization, Department of Defence, Australian Government. |
| [12] | P. W. Cooper, Explosives engineering, John Wiley & Sons, 2018. |
| [13] | P. Leonard, E. G. Francois, in, Los Alamos National Laboratory (LANL), Los Alamos, NM (United States), 2017. |
| [14] | J. S. Li, J. J. Chen, C. C. Hwang, K. T. Lu, T. F. Yeh, Propellants Explos. Pyrotech, 2019, 44(10) 1270-1281. |
| [15] | M. Anniyappan, K. Vijay Varma, R. S. Amit, J. K. Nair, J. Energetic Mater., 2020, 38(1), 111-125. |
| [16] | D. Sun, S. V. Garimella, Numer. Heat Transfer, Part A, 2007, 52(2), 145-162. |
| [17] | M. Komarova, A. Vakutin, M. Kazutin, N. Kozyrev, G. Sukhanov, Cent. Eur. J. Energetic Mater., 2020, 17(3), 344-361. |
| [18] | S.-W. Wang, Y.-L. Zhang, C. Wu, L. Xiao, G.-M. Lin, Y.-B. Hu, G.-Z. Hao, H. Guo, G.-P. Zhang, W. Jiang, ACS omega, 2023, 8(18), 16251-16262. |
| [19] | A. K. Hussein, A. Elbeih, S. Zeman, Thermochim. Acta, 2018, 666, 91-102. |
| [20] | S. Fordham, High explosives and propellants, Elsevier, 2013. |
| [21] | P. Ravi, D. M. Badgujar, G. M. Gore, S. P. Tewari, A. K. Sikder, Propellants Explos. Pyrotech., 2011, 36(5), 393-403. |
| [22] | A. S. Kumar, V. D. Rao, Def. Sci. J., 2014, 64(4). |
| [23] | P. Kopila, M. Barman, P. Mahesh Babu, Mater. Today Proc., 2023, (May 26). |
| [24] | T. Allen, in, LundUniversity, Tom Allen and Energy Sciences 2019. |
| [25] | R. W. Pryor, Multiphysics modeling using COMSOL 5 and MATLAB, Mercury learning and information, 2021. |
| [26] | R. P. Catureba, A. B. Caldeira, R. Guedes, Def. Sci. J., 2019, 69(4) 336-341. |
APA Style
Thungatha, L., Nyembe, N., Qhamakwane, T., Mahlase, C., Ngcebesha, L. (2025). Mapping the Orientation and Distribution of Defects for the Natural Casting of 2,4,6-Trinitrotoluene (TNT) in 10kg Anti-tank Landmine Mold. American Journal of Science, Engineering and Technology, 10(1), 27-39. https://doi.org/10.11648/j.ajset.20251001.13
ACS Style
Thungatha, L.; Nyembe, N.; Qhamakwane, T.; Mahlase, C.; Ngcebesha, L. Mapping the Orientation and Distribution of Defects for the Natural Casting of 2,4,6-Trinitrotoluene (TNT) in 10kg Anti-tank Landmine Mold. Am. J. Sci. Eng. Technol. 2025, 10(1), 27-39. doi: 10.11648/j.ajset.20251001.13
AMA Style
Thungatha L, Nyembe N, Qhamakwane T, Mahlase C, Ngcebesha L. Mapping the Orientation and Distribution of Defects for the Natural Casting of 2,4,6-Trinitrotoluene (TNT) in 10kg Anti-tank Landmine Mold. Am J Sci Eng Technol. 2025;10(1):27-39. doi: 10.11648/j.ajset.20251001.13
@article{10.11648/j.ajset.20251001.13,
author = {Lamla Thungatha and Nobuhle Nyembe and Tshepo Qhamakwane and Conrad Mahlase and Lisa Ngcebesha},
title = {Mapping the Orientation and Distribution of Defects for the Natural Casting of 2,4,6-Trinitrotoluene (TNT) in 10kg Anti-tank Landmine Mold
},
journal = {American Journal of Science, Engineering and Technology},
volume = {10},
number = {1},
pages = {27-39},
doi = {10.11648/j.ajset.20251001.13},
url = {https://doi.org/10.11648/j.ajset.20251001.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajset.20251001.13},
abstract = {2,4,6-Trinitrotoluene (TNT) is an explosive that is well known for its stable nature, performance, and reliability. It is used in the military and mining industries as it can be cast into various shapes due to its ease of processing at its melting temperature of 80 to 82°C. It can be processed safely within melting temperature without the risk of thermal and impact-related initiation. Despite these properties, casting defect-free charges of uniform density is challenging. Hence, there is a need for targeted quality control measures and process optimisation to minimise density variations and defect formation in manufacturing. In this work the defects formation is mapped for a 10 kg anti-tank landmine, this is done by melting and casting TNT into a 10 kg anti-tank landmine fibre glass mould without any controlled cooling method. The melting and cooling temperature profiles of the TNT casing process were manually monitored using an infrared camera and the process was simulated using COMSOL Multiphysics. The resulting cast was characterised by Vidisco foXRayzor Digital X-Ray and Irdium-192 (192lr) radioactive source. The findings from this study depicted a dense structure at the mould’s margins compared to the booster centre. The less dense area also showed a high proportion of defects which were attributed to shrinkage during cooling.
},
year = {2025}
}
TY - JOUR T1 - Mapping the Orientation and Distribution of Defects for the Natural Casting of 2,4,6-Trinitrotoluene (TNT) in 10kg Anti-tank Landmine Mold AU - Lamla Thungatha AU - Nobuhle Nyembe AU - Tshepo Qhamakwane AU - Conrad Mahlase AU - Lisa Ngcebesha Y1 - 2025/03/06 PY - 2025 N1 - https://doi.org/10.11648/j.ajset.20251001.13 DO - 10.11648/j.ajset.20251001.13 T2 - American Journal of Science, Engineering and Technology JF - American Journal of Science, Engineering and Technology JO - American Journal of Science, Engineering and Technology SP - 27 EP - 39 PB - Science Publishing Group SN - 2578-8353 UR - https://doi.org/10.11648/j.ajset.20251001.13 AB - 2,4,6-Trinitrotoluene (TNT) is an explosive that is well known for its stable nature, performance, and reliability. It is used in the military and mining industries as it can be cast into various shapes due to its ease of processing at its melting temperature of 80 to 82°C. It can be processed safely within melting temperature without the risk of thermal and impact-related initiation. Despite these properties, casting defect-free charges of uniform density is challenging. Hence, there is a need for targeted quality control measures and process optimisation to minimise density variations and defect formation in manufacturing. In this work the defects formation is mapped for a 10 kg anti-tank landmine, this is done by melting and casting TNT into a 10 kg anti-tank landmine fibre glass mould without any controlled cooling method. The melting and cooling temperature profiles of the TNT casing process were manually monitored using an infrared camera and the process was simulated using COMSOL Multiphysics. The resulting cast was characterised by Vidisco foXRayzor Digital X-Ray and Irdium-192 (192lr) radioactive source. The findings from this study depicted a dense structure at the mould’s margins compared to the booster centre. The less dense area also showed a high proportion of defects which were attributed to shrinkage during cooling. VL - 10 IS - 1 ER -
Meiring Naudé Rd, Council for Scientific and Industrial Research, Brummeria, Pretoria, South Africa
Research Fields: Energetic material research (simulation, synthesis and characterisation).
Department of Chemical Engineering, University of KwaZulu-Natal, Glenwood, Durban, South Africa
Research Fields: Applied chemical engineering, Process engineering.
Meiring Naudé Rd, Council for Scientific and Industrial Research, Brummeria, Pretoria, South Africa
Research Fields: Testing of explosive performance, blasting experiments.
Meiring Naudé Rd, Council for Scientific and Industrial Research, Brummeria, Pretoria, South Africa
Research Fields: Characterisation of explosive blast signatures, fragmentation and lethality.
Meiring Naudé Rd, Council for Scientific and Industrial Research, Brummeria, Pretoria, South Africa
Research Fields: Small-scale explosive formulation and explosive detection.
Figure 1. 2D Input dimensions.
Figure 2. Cooling profile of TNT.
Figure 3. 2D Isotherm contours during cooling.
Figure 4. Temperature profile coordinates.
Figure 5. TNT cooling profile in fiberglass mold at 24°C.
Figure 6. TNT cooling profile in fiberglass mold preheated at 84°C.
Figure 7. TNT cooling profile in Aluminium mold at 24°C.
Figure 8. TNT cooling profile in Aluminium mold preheated at 84°C.
Figure 9. Heating of steam pot and melting of TNT.
Figure 10. TNT melting process before casting.
Figure 11. Pouring and casting of TNT (first layer).
Figure 12. Cooling of TNT while poking first layer record 1.
Figure 13. Cooling of TNT while poking first layer record 2.
Figure 14. Pouring and casting of TNT (second layer).
Figure 15. Cooling of TNT while poking second layer record 1.
Figure 16. Cooling of TNT while poking second layer record 2.
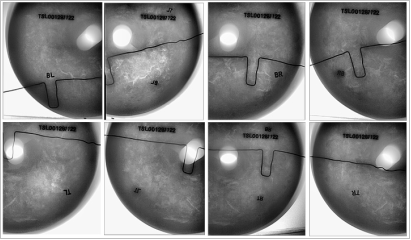
Figure 17. X-ray image for the casted TNT positive image (face on).
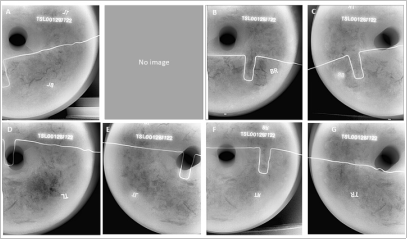
Figure 18. X-ray image for the casted TNT negative image (face on).
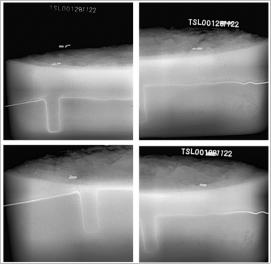
Figure 19. Side on X-ray image for the casted TNT negative image, (0o rotation).
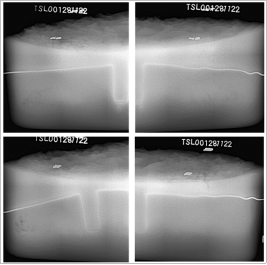
Figure 20. Side on X-ray image for the casted TNT negative image (90o rotation).
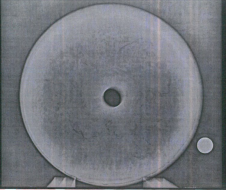
Figure 21. Explosive image obtained by gamma method.
Information

