The potential for producing hydrocarbons from the conversion of biofuels has been the focus of attention in recent years. In a preliminary study, we observed that it was possible to produce biofuels from cottonseed oil by fixed-fluidized bed catalytic cracking at ambient pressure, using fluid catalytic cracker equilibrium catalyst. In the present work, the production of biofuels from cottonseed oil by fixed-fluidized bed catalytic cracking at ambient pressure, using niobium containing aluminophosphate molecular sieve (NbFeAPSO-5), was studied. The effect of reaction temperature (400-500°C), catalyst-to-oil ratio (6-10) and residence time (50-90 s) were studied. The response surface methodology was used to determine the optimum values of the operating variables for maximum yield of biofuels in the liquid product obtained. The optimum values of reaction temperature of 420.2°C, catalyst to oil ratio of 8.8 g/g and the residence time of 51 seconds were obtained for maximum yield of light fuel oil (≤ 360°C) 68.6 wt%, gasoline fraction (≤ 205°C) 37.7 wt% and minimum yield of gas 15.6 wt%. The catalytic cracking of cottonseed oil in a fixed-fluidized bed reactor produced a liquid product rich in gasoline and diesel fraction.
| Published in | International Journal of Environmental Chemistry (Volume 9, Issue 2) |
| DOI | 10.11648/j.ijec.20250902.11 |
| Page(s) | 28-35 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Hydrocarbons, Biofuels, NbFeAPSO-5 Molecular Sieve, Fixed-fluidized Bed Reactor, Response Surface Methodology
TL | TB | SL | SB | WL | WB | |
|---|---|---|---|---|---|---|
NbFAPSO-5 | 28.646 | 28.809 | 0 | 0 | 9.512 | 28.809 |
Parameter | value |
|---|---|
Temperature of reactor, °C | 400-500 |
Temperature of pre-heater, °C | 350 |
Temperature of incubator, °C | 70 |
Catalyst loading, g | 80 |
Residence time of oil gas, s | 50-90 |
Catalyst-to-oil weight ratio | 6-10 |
Water inflow, g/min | 3.5 |
Factor | Factor code | Unit | Low (-1) | Central (0) | High (+1) |
|---|---|---|---|---|---|
Reaction temperature (X1) | °C | 400 | 450 | 500 | |
Cat/oil ratio (X2) | g/g | 6 | 8 | 10 | |
Residence time (X3) | s | 50 | 70 | 90 |
Temperature (°C) | Cat/oil ratio (g/g) | Residence time (s) | Ygas (wt%) | Ygasoline (wt%) |
|---|---|---|---|---|
400 | 6 | 50 | 8.5 | 26.3 |
400 | 6 | 90 | 8.5 | 26.1 |
400 | 10 | 50 | 12.2 | 28.3 |
400 | 10 | 90 | 16.1 | 28.1 |
425 | 8 | 70 | 13.7 | 28.2 |
450 | 7 | 70 | 16.6 | 28.9 |
450 | 8 | 60 | 16.0 | 32.3 |
450 | 8 | 80 | 17.0 | 31.2 |
450 | 9 | 70 | 18.3 | 31.6 |
475 | 8 | 70 | 17.1 | 28.8 |
500 | 6 | 50 | 24.1 | 32.0 |
500 | 6 | 90 | 24.6 | 31.4 |
500 | 10 | 50 | 24.5 | 33.7 |
500 | 10 | 90 | 28.8 | 31.2 |
450 | 8 | 70 | 16.9 | 30.3 |
450 | 8 | 70 | 16.9 | 30.4 |
450 | 8 | 70 | 16.8 | 30.4 |
450 | 8 | 70 | 16.2 | 30.1 |
450 | 8 | 70 | 16.4 | 30.5 |
450 | 8 | 70 | 16.3 | 30.8 |
Ygas | Ygasoline | |
|---|---|---|
R2 | 0.9794 | 0.9346 |
Adj.R2 | 0.9698 | 0.9045 |
C.V.% | 5.230 | 2.249 |
Model F-value | 102.9 | 30.98 |
P-value | <0.0001 | <0.0001 |
Lack of fit | 0.0511 | 0.0576 |
Constraints | Lower limit | Upper limit | |
|---|---|---|---|
Name | |||
Temperature | 400 | 500 | |
Cat/oil | 6 | 10 | |
RT | 50 | 90 | |
Ygas | 7.5 | 28.8 | |
Ygasoline | 25.1 | 33.7 |
Sample. | X1 | X2 | X3 | Ygas | Ygasoline | ||||
|---|---|---|---|---|---|---|---|---|---|
Pred.a | Obs.b | Err.(%).c | Pred.a | Obs.b | Err.(%).c | ||||
1 | 430 | 8 | 50 | 12.3 | 12.5 | 1.6 | 34.6 | 33.9 | -2.0 |
2 | 440 | 8 | 70 | 14.9 | 15.2 | 2.0 | 29.5 | 29.1 | -1.4 |
3 | 470 | 9 | 50 | 18.8 | 18.5 | -1.6 | 37.1 | 37.9 | 2.2 |
4 | 480 | 7 | 80 | 20.6 | 21.5 | 4.4 | 30.3 | 31.2 | 3.0 |
5 | 425 | 10 | 90 | 19.4 | 17.9 | -7.7 | 34.1 | 33.6 | -1.5 |
6 | 460 | 6 | 60 | 17.6 | 17.4 | -1.1 | 31.4 | 31.6 | 0.6 |
NbFeAPSO-5 | Niobium Containing Aluminophosphate Molecular Sieve FeAPSO-5 Type Structure |
FAPSO-5 | Aluminophosphate Molecular Sieve FAPSO-5 Type Structure |
FCC | Fluid Catalytic Cracker |
RSM | Response Surface Methodology |
SODECOTON | Cameroon Cotton Development Corporation |
CCD | Central Composite Design |
Cat | Catalyst |
GC | Gas Chromatography |
DOE | Design of Experiments |
OLP | Organic Liquid Product |
ANOVA | Analysis of Variance |
| [1] | Ooi Y-S, Zakaria R, Mohamed AR, Bhatia S. Catalytic conversion of palm oil based fatty acid mixture to liquid fuel. Biomass Bioenergy 2004; 27: 477. |
| [2] | Ma F, Hanna MA. Biodiesel production: a review. Bioresource Technol 1999; 70: 1-15. |
| [3] | Adjaye JD, Bakhshi NN. Production of hydrocarbons by catalytic upgrading of a fast pyrolysis bio-oil. Part I: Conversion over various catalysts. Fuel Process Technol 1995; 45: 161-83. |
| [4] | Thomas JM, Thomas WJ. Principles and practice of heterogeneous catalysis. New York: VCH Publishers; 1997. |
| [5] | Venuto PB, Habib ET. Fluid catalytic cracking with zeolite catalysts. New York: Marcel Dekker; 1979. |
| [6] | Twaiq FA, Zabadi NAM, Bhatia S. Catalytic cracking of palm oil over zeolite catalysts: statistical approach. IIUM Eng J 2001; 2(1): 13-21. |
| [7] | Adjaye JD, Katikaneni SPR, Bakhshi NN. Catalytic conversion of a biofuel hydrocarbons: effect of HZSM-5 and silica-alumina catalysts on product distribution. Fuel Process Technol 1996; 48: 115-43. |
| [8] | Pramila T, Subhash B. Catalytic cracking of palm oil for the production of biofuels: Optimization studies. Bioresource Technol 2007; 98: 3593-601. |
| [9] | Myers RH, Montgomery DC. Response surface methodology: Process and product optimization using designed experiments. New York: John Wiley & Sons; 1995. |
| [10] | Chauhan B, Gupta R. Application of statistical experimental design for optimization of alkaline protease production from Bacillus sp. RGR-14. Process Biochem 2004; 39: 2115-22. |
| [11] | Burkert JF, Maureri MF, Rodrigues MI. Optimization of extracellular lipase production by Geotricum sp. using factorial design. Bioresource Technol 2004; 91: 77-84. |
| [12] | Kuehl RO. Design of experiments: statistical principles of research design and analysis. 2nd ed. Pacific Grove, CA: Duxbury Press; 2000. |
| [13] | Box GEP. Wilson KB On the experimental attainment of optimum conditions. J R Stat Soc B 1951; 13: 1-45. |
| [14] | Chandrika LP, Fereidoon S. Optimization of extraction of phenolic compounds from wheat using response surface methodology. Food Chem 2005; 93: 47-56. |
| [15] | Farooq AM, Imran T, Khaled A-S. Response surface methodology: A neural network approach. Eur J Oper Res 1997; 101: 65-73. |
| [16] | Vieira RC, Pinto JC, et al. Simulation of catalytic cracking in a fixed- fluidized bed unit. Ind Eng Chem Res 2004; 43: 6027-34. |
| [17] | Meng X, Xu C, Gao J. Coking behavior and catalyst deactivation for catalytic pyrolysis of heavy oil. Fuel 2007; 86: 1720-6. |
| [18] | Nchare, M., Wang, L. and Anagho, S. (2016) Synthesis of NbFAPO-5 and NbFAPSO-5 Molecular Sieve by Hydrothermal Method and Comparison of Their XRD Patterns and Their Acidic Properties Evaluation by Infrared Spectroscopy. Open Journal of Inorganic Chemistry, 6, 155-162. |
| [19] | Isar J, Agarwal L, et al. A statistical method for enhancing the production of succinic acid from Escherichia coli under anaerobic conditions. Bioresource Technol 2006; 97: 1443-8. |
APA Style
Mominou, N., Moctar, I. B., Mahlik, M. N. A., Zisuh, A. V. (2025). Modelling Gas and Gasoline Production from Cottonseed Oil on Fixed-fluidized Bed Catalytic Cracking over Nbfeapso-5 Molecular Sieve. International Journal of Environmental Chemistry, 9(2), 28-35. https://doi.org/10.11648/j.ijec.20250902.11
ACS Style
Mominou, N.; Moctar, I. B.; Mahlik, M. N. A.; Zisuh, A. V. Modelling Gas and Gasoline Production from Cottonseed Oil on Fixed-fluidized Bed Catalytic Cracking over Nbfeapso-5 Molecular Sieve. Int. J. Environ. Chem. 2025, 9(2), 28-35. doi: 10.11648/j.ijec.20250902.11
@article{10.11648/j.ijec.20250902.11,
author = {Nchare Mominou and Iyami Bintou Moctar and Mboindi Njifehou Abdel Mahlik and Anutebeh Verdo Zisuh},
title = {Modelling Gas and Gasoline Production from Cottonseed Oil on Fixed-fluidized Bed Catalytic Cracking over Nbfeapso-5 Molecular Sieve
},
journal = {International Journal of Environmental Chemistry},
volume = {9},
number = {2},
pages = {28-35},
doi = {10.11648/j.ijec.20250902.11},
url = {https://doi.org/10.11648/j.ijec.20250902.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijec.20250902.11},
abstract = {The potential for producing hydrocarbons from the conversion of biofuels has been the focus of attention in recent years. In a preliminary study, we observed that it was possible to produce biofuels from cottonseed oil by fixed-fluidized bed catalytic cracking at ambient pressure, using fluid catalytic cracker equilibrium catalyst. In the present work, the production of biofuels from cottonseed oil by fixed-fluidized bed catalytic cracking at ambient pressure, using niobium containing aluminophosphate molecular sieve (NbFeAPSO-5), was studied. The effect of reaction temperature (400-500°C), catalyst-to-oil ratio (6-10) and residence time (50-90 s) were studied. The response surface methodology was used to determine the optimum values of the operating variables for maximum yield of biofuels in the liquid product obtained. The optimum values of reaction temperature of 420.2°C, catalyst to oil ratio of 8.8 g/g and the residence time of 51 seconds were obtained for maximum yield of light fuel oil (≤ 360°C) 68.6 wt%, gasoline fraction (≤ 205°C) 37.7 wt% and minimum yield of gas 15.6 wt%. The catalytic cracking of cottonseed oil in a fixed-fluidized bed reactor produced a liquid product rich in gasoline and diesel fraction.},
year = {2025}
}
TY - JOUR T1 - Modelling Gas and Gasoline Production from Cottonseed Oil on Fixed-fluidized Bed Catalytic Cracking over Nbfeapso-5 Molecular Sieve AU - Nchare Mominou AU - Iyami Bintou Moctar AU - Mboindi Njifehou Abdel Mahlik AU - Anutebeh Verdo Zisuh Y1 - 2025/07/04 PY - 2025 N1 - https://doi.org/10.11648/j.ijec.20250902.11 DO - 10.11648/j.ijec.20250902.11 T2 - International Journal of Environmental Chemistry JF - International Journal of Environmental Chemistry JO - International Journal of Environmental Chemistry SP - 28 EP - 35 PB - Science Publishing Group SN - 2640-1460 UR - https://doi.org/10.11648/j.ijec.20250902.11 AB - The potential for producing hydrocarbons from the conversion of biofuels has been the focus of attention in recent years. In a preliminary study, we observed that it was possible to produce biofuels from cottonseed oil by fixed-fluidized bed catalytic cracking at ambient pressure, using fluid catalytic cracker equilibrium catalyst. In the present work, the production of biofuels from cottonseed oil by fixed-fluidized bed catalytic cracking at ambient pressure, using niobium containing aluminophosphate molecular sieve (NbFeAPSO-5), was studied. The effect of reaction temperature (400-500°C), catalyst-to-oil ratio (6-10) and residence time (50-90 s) were studied. The response surface methodology was used to determine the optimum values of the operating variables for maximum yield of biofuels in the liquid product obtained. The optimum values of reaction temperature of 420.2°C, catalyst to oil ratio of 8.8 g/g and the residence time of 51 seconds were obtained for maximum yield of light fuel oil (≤ 360°C) 68.6 wt%, gasoline fraction (≤ 205°C) 37.7 wt% and minimum yield of gas 15.6 wt%. The catalytic cracking of cottonseed oil in a fixed-fluidized bed reactor produced a liquid product rich in gasoline and diesel fraction. VL - 9 IS - 2 ER -
School of Geology & Mining Engineering, University of Ngaoundéré, Ngaoundere, Cameroon
School of Geology & Mining Engineering, University of Ngaoundéré, Ngaoundere, Cameroon
School of Geology & Mining Engineering, University of Ngaoundéré, Ngaoundere, Cameroon
Faculty of Hearth Science, University of Buea, Buea, Cameroon
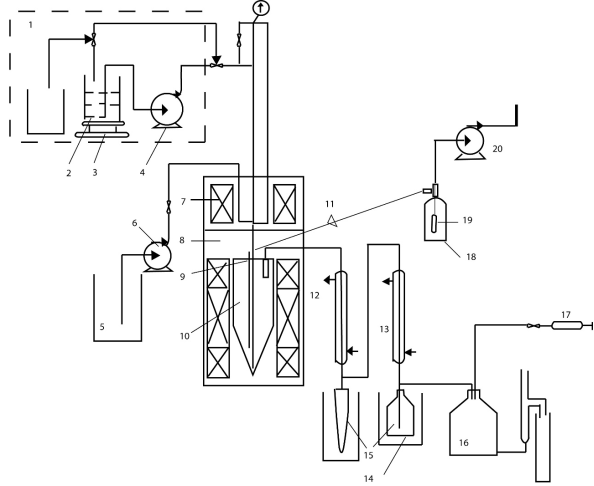
Figure 1. Schematic diagram of the fixed-fluidized bed: 1, incubator; 2, raw oil tank; 3, balance; 4, raw oil pump; 5, water tank; 6, water pump; 7, preheater; 8, furnace; 9, thermocouple; 10, reactor; 11, catalyst exit; 12, filter; 13, condenser; 14, ice bath; 15, liquid collector; 16, brine bottle; 17, sampler; 18, buffer bottle; 19, filter; 20, vacuum pump.
Figure 2. Response surface plot showing the effect of reaction temperature and cat/oil on gasoline yield.
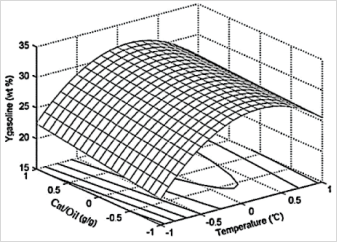
Figure 3. Response surface plot showing the effect of reaction temperature and cat/oil on gasoline yield.
Figure 4. Response surface plot showing the effect of reaction temperature and cat/oil on gasoline yield.
Information

