The effects of Special engineering plastics (SEP) such as polyether ether ketone (PEEK), polyimide (PI), thermoplastic polyimide (TPI), polyphenylene sulfide (PPS), polysulfone (PSF), liquid crystal polymer (LCP), polyaromatic (PAR) on the mechanical, thermal and electrical properties of epoxy resins were studied in this paper. The engineering plastics with rigid and active elements produce differential phase in the epoxy curing process, which can absorb energy under stress, prevent micro-crack diffusion, and improve the mechanical properties of epoxy resin, including tensile, compression and impact strength. SEP with better heat resistance than epoxy resins are beneficial for improving the heat resistance of epoxy resins. During the epoxy curing process, strong intermolecular forces are generated between SEP and epoxy resin, which further enhances the heat resistance of modified epoxy resins. Better insulation of epoxy resin are achieved by adding engineering plastics with fine insulation equipment. PSF with poor dispersion aggregates to form a weak interface layer, which first fails under stress, and its main mechanical properties slightly decrease. The dispersion of pulp like LCP in epoxy resin is poor, and there is no significant improvement in the mechanical properties of epoxy resin. PAR are difficult to form a homogeneous phase in epoxy resin and cannot be used for epoxy resin modification research.
| Published in | American Journal of Materials Synthesis and Processing (Volume 9, Issue 1) |
| DOI | 10.11648/j.ajmsp.20240901.12 |
| Page(s) | 10-22 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2024. Published by Science Publishing Group |
Epoxy Resin, Mechanical Properties, Special Engineering Plastics, Thermal Performance, Electrical Performance
2.1. Experimental Materials
Name | model | Composition and specification | Manufacture |
|---|---|---|---|
Epoxy resin | 128R | epoxy equivalent: 190g/eq, Viscosity: 12000~15000 mPa.s | Taiwan South Asia company |
Benzyl glycidyl ether | XY-692 | epoxy equivalent: 220g/eq, Viscosity: 2~8 mPa.s | Anhui hengyuan new material co., Ltd. |
LCP | A950 | density: 1.40g/cm3 | Bori Corporation of Japan |
PEEK | 330UPF | density: 1.30 g/cm3, particle size: 900 mesh | Jilin Zhongyan Polymer Co., Ltd |
PSF | P-1700 | density: 1.24 g/cm3 | Solvay Chemical Company, USA |
PI | PI-1 | density: 1.31 g/cm3 | Zigong Zhongtiansheng New Materials Technology Co., Ltd |
TPI | VAT001 | density: 1.33 g/cm3, Tg: 245°C | Wanrun Co., Ltd |
PPS | P-32 | density: 1.30 g/cm3, melt flow rate: 330g/10min | Shandong Binhua Binyang Ranhua Co., Ltd |
PAR | U-100 | density: 1.19 g/cm3 | NUC Corporation of Japan (Unika) |
Pyromellitic anhydride | - | purity: 98% | Shanghai McLean Biochemical Technology Co., Ltd |
Fumed silica | TS-720 | purity: 99% | CABOT Corp, USA |
2.2. Experiment Instrument
2.3. Preparation of Materials
2.3.1. Preparation of Toughened Epoxy Resin
Name | model | Tg/°C | melting temperature /°C |
|---|---|---|---|
PEEK | 330UPF | ≥200 | 343-387 |
PI | PI-1 | ≥200 | 300-400 |
TPI | VAT001 | 245 | 260-450 |
PPS | P-32 | ≥200 | 280-380 |
PSF | P-1700 | 174 | 329-385 |
LCP | A950 | ≥180 | 300-390 |
PAR | U-100 | 193 | 300-350 |
Component | No | 1# | 2# | 3# | 4# | 5# | 6# | 7# |
|---|---|---|---|---|---|---|---|---|
SEP Type | Blank | PEEK | PI | TPI | PPS | PSF | LCP | |
A | 128R/g | 95 | 95 | 95 | 95 | 95 | 95 | 95 |
XY-692/g | 5 | 5 | 5 | 5 | 5 | 5 | 5 | |
QS-720/g | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
PEEK/g | 0 | 10 | 0 | 0 | 0 | 0 | 0 | |
PI/g | 0 | 0 | 10 | 0 | 0 | 0 | 0 | |
TPI/g | 0 | 0 | 0 | 10 | 0 | 0 | 0 | |
PPS /g | 0 | 0 | 0 | 0 | 10 | 0 | 0 | |
PSF/g | 0 | 0 | 0 | 0 | 0 | 10 | 0 | |
LCP/g | 0 | 0 | 0 | 0 | 0 | 0 | 3 | |
B | PMDA/g | 43 | 43 | 43 | 43 | 43 | 43 | 43 |
2.3.2. Adhesive Curing and Sample Preparation
2.4. Measurement and Characterization
3.1. Appearance and Viscosity
SEP Type | BLANK | PEEK | PI | TPI | PPS | PSF | LCP |
|---|---|---|---|---|---|---|---|
Appearance | Pale milky paste | Pale yellow paste | Orange-yellow paste | Yellow paste | Grey paste | grayish white paste | Grayish pulp paste |
Thixotropic index | 2.1 | 2.4 | 3.5 | 2.1 | 3.3 | 2.5 | 3.4 |
3.2. Micromorphology
3.3. Mechanical Properties
3.3.1. The Impact on Tensile Performance
3.3.2. The Impact on Compression Performance
3.3.3. The Impact on Bending Performance
3.3.4. The Impact on Impact Performance
3.4. Heat Resistance
3.5. Electrical Performance
Model | BLANK | PEEK | PI | TPI | PPS | PSF | LCP |
|---|---|---|---|---|---|---|---|
ρv /(Ω.cm *1015) | 6.53 | 21.25 | 3.39 | 10.25 | 9.9 | 7.37 | 15.7 |
increment /(Ω.cm *1015) | - | 14.72 | -3.14 | 3.72 | 3.37 | 0.84 | 9.17 |
Increase proportion/% | - | 225.4 | -48.1 | 57 | 51.6 | 12.9 | 140.4 |
SEP Type | BLANK | PEEK | PI | TPI | PPS | PSF | LCP |
|---|---|---|---|---|---|---|---|
tg δ (1MHZ) *10-3 | 8.7 | 7.7 | 2.35 | 7.7 | 7.5 | 8.05 | 19.3 |
Eb (KV/mm) | 20.6 | 23.5 | 20.8 | 21.8 | 21.3 | 19 | 14.8 |
3.6. Comprehensive Evaluation of SEP on Epoxy Resin Modification
SEP | BLANK | PEEK | PI | TPI | PPS | PSF | LCP | PAR |
|---|---|---|---|---|---|---|---|---|
Dispersibility | A | A | A | A | B | C | D | E |
Viscosity | A | A | B | B | D | D | E | no data |
Tensile properties | C | A | A | B | A | E | C | no data |
Compression properties | C | B | B | A | A | D | D | no data |
Bending properties | C | D | D | D | D | D | E | no data |
Impact performance | C | A | A | C | A | D | E | no data |
Electrical performance | C | A | E | A | A | C | A/D*1 | no data |
Heat resistance | C | A | A | D | B | A | A | no data |
Price | A | E | E | E | B | B | B | C |
| [1] | Wang H X, Lou C H, Yu, J J, et al. Modification mechanism of modified diatomite with flexible amine-based structure as a filler of epoxy resin and mechanical properties and curing kinetic of composites [J]. Polymer Composites, 2024, 45(2): 1153-1164. |
| [2] | Liang X, Li X J, Tang Y, et al. Hyperbranched epoxy resin-grafted graphene oxide for efficient and all-purpose epoxy resin modification [J]. Journal of Colloid & Interface Science, 2022, 611(4): 105-117. |
| [3] | Mi X Q, Liang N, Xu H F, et al. Toughness and its mechanisms in epoxy resins [J]. Progress in Materials Science, 2022, 130(1): 100977. |
| [4] | Wang X B, Zhang T D, Zhang C H, et al. Improved Heat Resistance and Electrical Properties of Epoxy Resins by Introduction of Bismaleimide [J]. Journal of Electronic Materials, 2023, 52(3): 1865-1874. |
| [5] | Cao D F, Chen X C, Ji Y D, et al. Interlaminar mechanical properties and heat resistance of silicone modified epoxy resin composites [J]. Fuhe Cailiao Xuebao/Acta Materiae Compositae Sinica, 2023, 40(11): 6098-6109. |
| [6] | Xu G, Tan L Y, Liu K Y, et al. Enhancing the mechanical properties and heat resistance of epoxy resin via blending with polythioetherimide [J]. Polymer Engineering & Science, 2023, 63(6): 1772-1780. |
| [7] | Hajime Kimura, Keiko Ohtsuka, Morio Yonekawa. Epoxy resins with high heat resistance and flame retardancy via a new process [J]. Polymers for Advanced Technologies, 2021, 32(2): 474-483. |
| [8] | Wang Y H, Chen Z, Li J, et al. Flexible smart surface coating for GIS/GIL epoxy insulators [J]. IET Nanodielectrics, 2024, 7(1): 26-32. |
| [9] | Adhesion Adhesives, Sealants Group. Flexible Epoxy Silver-Filled Conductive Adhesive [J]. Adhesion Adhesives & Sealants, 2022, 19(3): 34-36. |
| [10] | Saberian M, Ghasemi F A. Investigation on tensile properties of epoxy/graphene nano-platelets/carboxylated nitrile butadiene rubber ternary nanocomposites using response surface methodology [J]. Nanomaterials & Nanotechnology, 2019, 9(3): 171-202. |
| [11] | Tan Y F, Zhao H P, Zhao Y Q, et al. Preparation and properties of epoxy resin toughened by epoxy-terminated polyurethane [J]. China Adhesives, 2023, 32(8): 18-23. |
| [12] | Zhou J W, Huang Y Z, Wang H, Huang Y. Practical Technology of Toughening Epoxy Resin: Influence of Toughening Agents on Mechanical and Heat Properties. International Journal of Industrial and Manufacturing Systems Engineering. Special Issue: Manufacturing Strategy for Competitiveness. Vol. 4, No. 2, 2019, pp. 19-23. |
| [13] | Liu D Y, Wang L, Li H Y, et al. The Development of Epoxy-Phenolic High Temperature and High Pressure Resistant Anti-corrosive Coatings [J]. Shanghai Coatings, 2023, 61(4): 5-8. |
| [14] | Li Z Q, Huang P B, Niu M Q, et al. Researching the Heat Resistance of Modified Bisphenol Epoxy Resin [J]. Yunnan Chemical Technology, 2023, 50(6): 52-55. |
| [15] | Cheng X, An Y K, He Y M, et al. Effect of Nano- Al2O3/h-BN Composite Modification on the Electrothermal Properties of Epoxy Resin Composites [J]. Polymer Materials Science & Engineering, 2023, 39(7): 131-138. |
| [16] | Cheng X, Zhang F, Zhou H D, et al. Research Progress of Hexagonal Boron Nitride Reinforced Epoxy Resin Composites [J]. Paint & Coatings Industry, 2023(10): 1-10. |
| [17] | Yang H. Synthesis of Biphenyl Liquid Crystalline Polyurethane and Toughening Modification of Epoxy Resin [D]. North University of China, 2019. |
| [18] | LI W K. Study on Toughening Modified Epoxy Resin by Thermotropic Liquid Crystal Polymer [D]. Dalian University of Technology, 2016. |
| [19] | HU B. Study on Modified-Poly (ether ether ketone) Toughening Epoxy Resins [D]. Wuhan University of Technology, 2007. |
| [20] | Rehman M M, Shaker K, Nawab Y. Influence of polyether ether ketone particles on thermal characteristics of carbon/epoxy composite [J] Journal of Thermal Analysis and Calorimetry, 2023, 148(13): 1-9. |
| [21] | Wang S, Wang K N, Chen Q, et al. Naphthalene Type Epoxy Resin Reinforced with Highly Soluble Polyimide [J]. Engineering Plastics Application, 2021, 49(6): 8-15. |
| [22] | Xing H, Mao Y Y. Preparation of waterborne polyimide-modified epoxy resin with high thermal properties and adhesion properties [J]. Journal of Applied Polymer Science, 2022, 139(44): 1-7. |
| [23] | ZHANG B W. Study on Modification ofresin by Polyimide Powder [D]. Beijing: Beijing University of Chemical Technology, 2021. |
APA Style
Jianwen, Z., Rongjun, Y., Hong, W. (2024). Practical Technology of Toughening Epoxy Resin (II): Modification Effects of Special Engineering Plastics on Epoxy Resin. American Journal of Materials Synthesis and Processing, 9(1), 10-22. https://doi.org/10.11648/j.ajmsp.20240901.12
ACS Style
Jianwen, Z.; Rongjun, Y.; Hong, W. Practical Technology of Toughening Epoxy Resin (II): Modification Effects of Special Engineering Plastics on Epoxy Resin. Am. J. Mater. Synth. Process. 2024, 9(1), 10-22. doi: 10.11648/j.ajmsp.20240901.12
AMA Style
Jianwen Z, Rongjun Y, Hong W. Practical Technology of Toughening Epoxy Resin (II): Modification Effects of Special Engineering Plastics on Epoxy Resin. Am J Mater Synth Process. 2024;9(1):10-22. doi: 10.11648/j.ajmsp.20240901.12
@article{10.11648/j.ajmsp.20240901.12,
author = {Zhou Jianwen and Yi Rongjun and Wang Hong},
title = {Practical Technology of Toughening Epoxy Resin (II): Modification Effects of Special Engineering Plastics on Epoxy Resin
},
journal = {American Journal of Materials Synthesis and Processing},
volume = {9},
number = {1},
pages = {10-22},
doi = {10.11648/j.ajmsp.20240901.12},
url = {https://doi.org/10.11648/j.ajmsp.20240901.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajmsp.20240901.12},
abstract = {The effects of Special engineering plastics (SEP) such as polyether ether ketone (PEEK), polyimide (PI), thermoplastic polyimide (TPI), polyphenylene sulfide (PPS), polysulfone (PSF), liquid crystal polymer (LCP), polyaromatic (PAR) on the mechanical, thermal and electrical properties of epoxy resins were studied in this paper. The engineering plastics with rigid and active elements produce differential phase in the epoxy curing process, which can absorb energy under stress, prevent micro-crack diffusion, and improve the mechanical properties of epoxy resin, including tensile, compression and impact strength. SEP with better heat resistance than epoxy resins are beneficial for improving the heat resistance of epoxy resins. During the epoxy curing process, strong intermolecular forces are generated between SEP and epoxy resin, which further enhances the heat resistance of modified epoxy resins. Better insulation of epoxy resin are achieved by adding engineering plastics with fine insulation equipment. PSF with poor dispersion aggregates to form a weak interface layer, which first fails under stress, and its main mechanical properties slightly decrease. The dispersion of pulp like LCP in epoxy resin is poor, and there is no significant improvement in the mechanical properties of epoxy resin. PAR are difficult to form a homogeneous phase in epoxy resin and cannot be used for epoxy resin modification research.
},
year = {2024}
}
TY - JOUR T1 - Practical Technology of Toughening Epoxy Resin (II): Modification Effects of Special Engineering Plastics on Epoxy Resin AU - Zhou Jianwen AU - Yi Rongjun AU - Wang Hong Y1 - 2024/05/17 PY - 2024 N1 - https://doi.org/10.11648/j.ajmsp.20240901.12 DO - 10.11648/j.ajmsp.20240901.12 T2 - American Journal of Materials Synthesis and Processing JF - American Journal of Materials Synthesis and Processing JO - American Journal of Materials Synthesis and Processing SP - 10 EP - 22 PB - Science Publishing Group SN - 2575-1530 UR - https://doi.org/10.11648/j.ajmsp.20240901.12 AB - The effects of Special engineering plastics (SEP) such as polyether ether ketone (PEEK), polyimide (PI), thermoplastic polyimide (TPI), polyphenylene sulfide (PPS), polysulfone (PSF), liquid crystal polymer (LCP), polyaromatic (PAR) on the mechanical, thermal and electrical properties of epoxy resins were studied in this paper. The engineering plastics with rigid and active elements produce differential phase in the epoxy curing process, which can absorb energy under stress, prevent micro-crack diffusion, and improve the mechanical properties of epoxy resin, including tensile, compression and impact strength. SEP with better heat resistance than epoxy resins are beneficial for improving the heat resistance of epoxy resins. During the epoxy curing process, strong intermolecular forces are generated between SEP and epoxy resin, which further enhances the heat resistance of modified epoxy resins. Better insulation of epoxy resin are achieved by adding engineering plastics with fine insulation equipment. PSF with poor dispersion aggregates to form a weak interface layer, which first fails under stress, and its main mechanical properties slightly decrease. The dispersion of pulp like LCP in epoxy resin is poor, and there is no significant improvement in the mechanical properties of epoxy resin. PAR are difficult to form a homogeneous phase in epoxy resin and cannot be used for epoxy resin modification research. VL - 9 IS - 1 ER -
China Bluestar Chengrand Chemical Co., Ltd., Chengdu, China
China Bluestar Chengrand Chemical Research and Design Institute Co., Ltd., Chengdu, China
China Bluestar Chengrand Chemical Co., Ltd., Chengdu, China
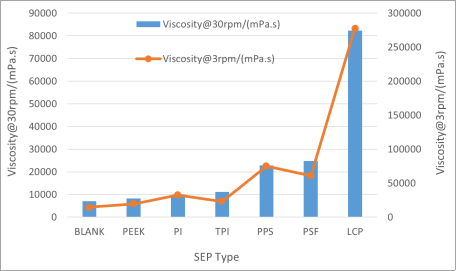
Figure 1. Viscosity of Modified Resin at Different Rotational Speeds.
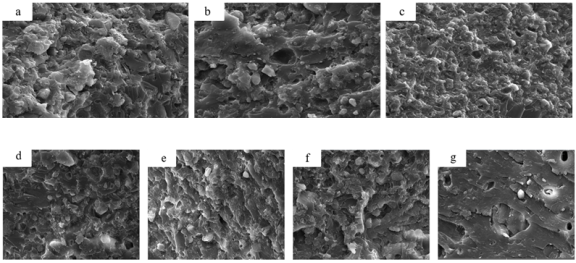
Figure 2. The cross-sectional morphology of SEP modified epoxy resin (The SEP in picture a to g are Blank, Peek, PI, TPI, PPS, PSF, and LCP respectively).
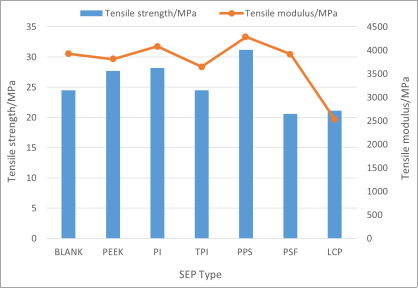
Figure 3. Effect of SEP on tensile properties.
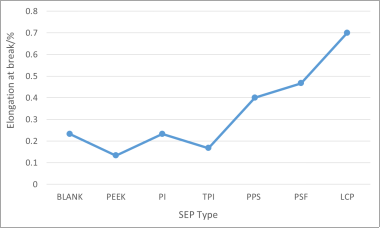
Figure 4. Effect of SEP on elongation at break.
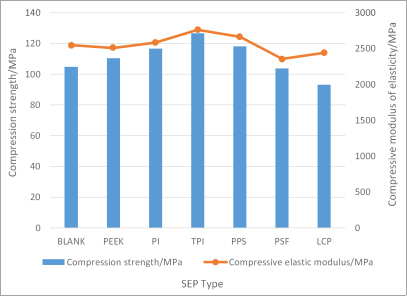
Figure 5. Effect of SEP on compressive properties.
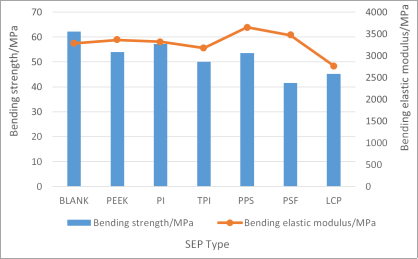
Figure 6. Effect of SEP on bending properties.
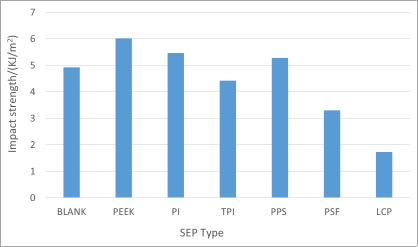
Figure 7. Effect of SEP on impact strength.
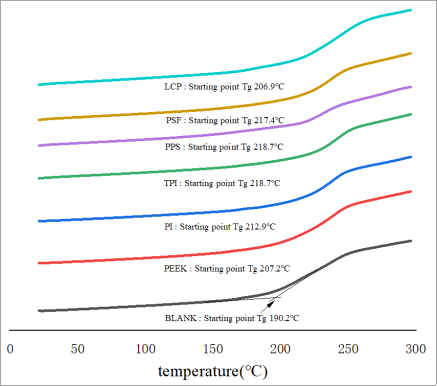
Figure 8. TMA diagram of special engineering plastic modified epoxy.
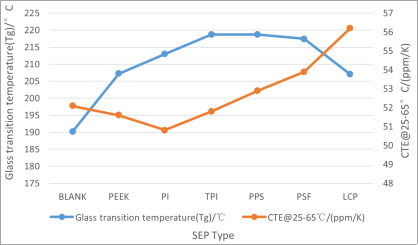
Figure 9. Effect of SEP on Tg and CTE.
Information

