This study aimed to model and optimize the design of a ceramic water filter using an experimental design approach. The ceramic filter was fabricated from raw clay sourced from the Sè region, while rice husk and sawdust, served as the pore-forming material. The optimization process began with a screening of 11 factors using a screening design, followed by optimization through response surface methodology. The optimizations were performed using Minitab 17.1 software. The responses considered were water flow rate, turbidity, permanganate index, and absorbance at 254 nm. The results showed that filtration rates ranged from 0.01 mL/s to 3.44 mL/s, turbidity removal varied between 78% and 95%, permanganate index removal ranged from 75% to 96%, and E. coli removal was between 50% and 100%. The following conclusions were drawn from the experiment: (1) high flow rate values were achieved at higher hydraulic heads; (2) higher turbidity values occurred when the proportion of pore-forming material was low; (3) the proportion of pore-forming material and the applied hydraulic head jointly influenced the plasticity index; (4) proportions of pore-forming material between 20% and 25% tended to provide the highest reduction in the permanganate index; (5) E. coli removal was higher at lower proportions of pore-forming material, but the hydraulic head tended to reduce this removal. These findings offer new insights into the use of experimental design methodologies for the fabrication of ceramic water filters.
| Published in | American Journal of Applied Chemistry (Volume 13, Issue 3) |
| DOI | 10.11648/j.ajac.20251303.11 |
| Page(s) | 47-62 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Ceramic Water Filter, Household Water Treatment, Experimental Design Methodology
Parameters | Values |
|---|---|
Turbidity (NTU) | 9.07 ± 0.88 |
Permanganate Index (mg/L) | 8.64 |
Absorbance UV 254nm | 0.083 |
Variables | Factors | Units | Low (Level -1) | High (Level +1) |
|---|---|---|---|---|
U1 | Clay Material | - | A1 | A2 |
U2 | Pore-Forming Material | - | Sawdust | Rice Husk |
U3 | Granulometry | µm | 200 < φ < 500 | 500 < φ < 800 |
U4 | Proportion (mass) | % | 15 | 30 |
U5 | Silver (disinfection) | mg/g | 0 | 0.03 |
U6 | Compression ratio | % | 5 | 10 |
U7 | Temperature ramp | °C/min | 2 | 5 |
U8 | Sintering Temperature | °C | 850 | 1100 |
U9 | Sintering Time | h | 1 | 5 |
U10 | Filter Thickness | mm | 10 | 20 |
U11 | Hydraulic Head | mCE | 0.5 | 2 |
Runs | X1 | X2 | X3 | X4 | X5 | X6 | X7 | X8 | X9 | X10 | X11 |
|---|---|---|---|---|---|---|---|---|---|---|---|
1 | 1 | -1 | 1 | -1 | -1 | -1 | 1 | 1 | 1 | -1 | 1 |
2 | 1 | 1 | -1 | 1 | -1 | -1 | -1 | 1 | 1 | 1 | -1 |
3 | -1 | 1 | 1 | -1 | 1 | -1 | -1 | -1 | 1 | 1 | 1 |
4 | 1 | -1 | 1 | 1 | -1 | 1 | -1 | -1 | -1 | 1 | 1 |
5 | 1 | 1 | -1 | 1 | 1 | -1 | 1 | -1 | -1 | -1 | 1 |
6 | 1 | 1 | 1 | -1 | 1 | 1 | -1 | 1 | -1 | -1 | -1 |
7 | -1 | 1 | 1 | 1 | -1 | 1 | 1 | -1 | 1 | -1 | -1 |
8 | -1 | -1 | 1 | 1 | 1 | -1 | 1 | 1 | -1 | 1 | -1 |
9 | -1 | -1 | -1 | 1 | 1 | 1 | -1 | 1 | 1 | -1 | 1 |
10 | 1 | -1 | -1 | -1 | 1 | 1 | 1 | -1 | 1 | 1 | -1 |
11 | -1 | 1 | -1 | -1 | -1 | 1 | 1 | 1 | -1 | 1 | 1 |
12 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 | -1 |
Variables | Factors | Unité | Center | Variation rate |
|---|---|---|---|---|
U1 | Pore forming material proportion | % | 20 | 5 |
U2 | Hydraulic head | mCE | 1,25 | 0,75 |
Number of factors | Number of factorial runs | Number of star runs | Radius of star points | Number of center runs |
|---|---|---|---|---|
2 | 4 | 4 | 1,414 | 3 ou 5 |
Runs | Design units | |
|---|---|---|
X1 | X2 | |
1 | -1,00000 | -1,00000 |
2 | 1,00000 | -1,00000 |
3 | -1,00000 | 1,00000 |
4 | 1,00000 | 1,00000 |
5 | -1,414121 | 0,00000 |
6 | 1,41421 | 0,00000 |
7 | 0,00000 | -1,41421 |
8 | 0,00000 | 1,41421 |
9 | 0,00000 | 0,00000 |
10 | 0,00000 | 0,00000 |
11 | 0,00000 | 0,00000 |
12 | 0,00000 | 0,00000 |
13 | 0,00000 | 0,00000 |
Runs | Flow rate (ml/s) | Turbidity (%) | Permanganate Index (%) | Absorbance 254 nm (%) |
|---|---|---|---|---|
1 | 0.13 | 71 | 11 | 47 |
2 | 0.88 | 78 | 63 | 64 |
3 | 0.54 | 72 | 0 | 51 |
4 | 3.22 | 86 | 74 | 49 |
5 | 0.57 | 92 | 74 | 69 |
6 | 0.09 | 62 | 56 | 53 |
7 | 0.23 | 86 | 44 | 46 |
8 | 0.38 | 87 | 63 | 76 |
9 | 0.22 | 81 | 67 | 63 |
10 | 0.04 | 81 | 78 | 18 |
11 | 0.45 | 53 | 0 | 31 |
12 | 0.02 | 53 | 70 | 52 |
Coefficients | Flow rate (ml/s) | Turbidity (%) | Permanganate Index (%) | Absorbance (%) | |
|---|---|---|---|---|---|
Constant | b0 | 0,56 | 75,17 | 50,00 | 51,58 |
Clay Material | b1 | 0,26 | 3,17 | 9,33 | -1,58 |
Pore-Forming Material | b2 | -0,10 | -1,33 | -10,50 | 0,75 |
Granulometry | b3 | 0,20 | 2,17 | -8,67 | 2,08 |
Proportion (mass) | b4 | 0,35 | 9,83 | 14,17 | 9,58 |
Silver (disinfection) | b5 | -0,26 | 4,00 | 6,33 | 3,42 |
Compression Ratio | b6 | 0,15 | -0,33 | 3,17 | -8,25 |
Temperature ramp | b7 | -0,26 | 3,17 | -5,00 | -3,75 |
Sintering Temperature | b8 | -0,20 | -3,17 | -6,67 | 4,08 |
Sintering Time | b9 | -0,22 | 3,00 | -6,17 | -3,42 |
Filter Thickness | b10 | 0,36 | 1,00 | -3,67 | -3,42 |
Hydraulic Head | b11 | 0,29 | 0,67 | -12,33 | 0,08 |
Facteurs | Fixed value |
|---|---|
Clay Material | A2 |
Pore-Forming Material | Sawdust |
Granulometry | 500 - 800 µm |
Silver (disinfection) | 0 |
Compression Ratio | 5% |
Temperature ramp | 2°C/min |
Sintering Temperature | 850°C |
Sintering Time | 1h |
Filter Thickness | 1cm |
Uncoded variables | Reponses | ||||||
|---|---|---|---|---|---|---|---|
Position | Run | Proportion MP (%) | Hydraulic head (mCE) | Y1 Flow rate (mL/s) | Y2 Turbidity (%) | Y3 Permanganate Index (%) | Y4 E. coli Removal (%) |
Factorials tests | 1 | 15 | 0.50 | 0.17 | 90 | 80 | 100 |
2 | 25 | 0.50 | 0.20 | 80 | 90 | 80 | |
3 | 15 | 2.00 | 1.88 | 90 | 70 | 100 | |
4 | 25 | 2.00 | 1.9 | 82 | 85 | 60 | |
Stars tests | 5 | 13 | 1.25 | 0.14 | 95 | 60 | 90 |
6 | 27 | 1.25 | 0.19 | 78 | 75 | 50 | |
7 | 20 | 0.19 | 0.01 | 84 | 96 | 99 | |
8 | 20 | 2.31 | 3.44 | 87 | 96 | 92 | |
Center tests | 9 | 20 | 1.25 | 0.18 | 86 | 93 | 100 |
10 | 20 | 1.25 | 0.17 | 86 | 93 | 100 | |
11 | 20 | 1.25 | 0.15 | 85 | 93 | 100 | |
12 | 20 | 1.25 | 0.15 | 87 | 93 | 100 | |
13 | 20 | 1.25 | 0.18 | 87 | 92 | 99 | |
Reponses | Source of variation | Sum of squares | Degrees of freedom | Squares medium | Probability |
|---|---|---|---|---|---|
Y1: Flow rate (mL/s) | Regression | 13.0610 | 5 | 2.61219 | 0.000 |
Residue | 0.2776 | 7 | 0.03965 | ||
Total | 13.3385 | 12 | |||
Y2: Turbidity (%) | Regression | 228.432 | 5 | 45.686 | 0.000 |
Residue | 8.491 | 7 | 1.213 | ||
Total | 236.923 | 12 | |||
Y3: IP (%) | Regression | 1506.47 | 5 | 301.29 | 0.000 |
Residue | 31.22 | 7 | 4.46 | ||
Total | 1537.69 | 12 | |||
Y4: E. coli (%) | Regression | 3340.85 | 5 | 668.17 | 0.000 |
Residue | 25.15 | 7 | 3.59 | ||
Total | 12 |
Reponses | Effects | Parameters | P-Value |
|---|---|---|---|
Y1: Flow rate (mL/s) | Constante | - | |
Linear | X1 | 0.836 | |
X2 | 0.000 | ||
Quadratic | X12 | 0.773 | |
X22 | 0.000 | ||
Interactions | X1X2 | 0.981 | |
Y2: Turbidity (mL/s) | Constante | - | |
Linear | X1 | 0.000 | |
X2 | 0.085 | ||
Quadratic | X12 | 0.954 | |
X22 | 0.293 | ||
Interactions | X1X2 | 0.394 | |
Y3: IP (%) | Constante | - | |
Linear | X1 | 0.000 | |
X2 | 0.040 | ||
Quadratic | X12 | 0.000 | |
X22 | 0.108 | ||
Interactions | X1X2 | 0.275 | |
Y4: E. coli (%) | Constante | - | |
Linear | X1 | 0.000 | |
X2 | 0.001 | ||
Quadratic | X12 | 0.000 | |
X22 | 0.063 | ||
Interactions | X1X2 | 0.001 |
Scénarios | Optimales Conditions | Expected responses | |
|---|---|---|---|
Scenario 1: Maximize the filtration flow rate | Proportion MP: 27% Hydraulic head 2.31% Desirability 0.96 | Flow rate: 3.29 mL/s | |
Scénario 2: Maximize turbidity removal | Proportion MP: 12.93% Hydraulic head: 1.30 Desirability 0.92 | Turbidity (removal): 93.69% | |
Scénario 3: Maximize the reduction of the permanganate index | Proportion MP: 20.79% Hydraulic head: 0.19 mCE Desirability: 1 | IP (Removal): 98.72% | |
Scénario 4: Maximize the removal of E. coli | Proportion MP: 17.93% Hydraulic head: 0.85mcE Desirability: 1 | E. coli (Removal): 100% | |
Scénario 5: Optimize the implementation conditions to maximize all responses | Option 1 | Proportion MP: 17.93% Hydraulic head 2.31mcE Desirability: 0.80 | Flow rate: 3.23 mL/s Turbidity (Removal): 88.24% IP (Removal): 87.78% E. coli (Removal): 97.84% |
Option 2 | Proportion MP: 16.89% Hydraulic head 2.31 mCE Desirability 0.79 | Flow rate: 3.23 mL/s Turbidity (Removal): 89.19% IP (Removal): 83.46% E. coli (Removal): 99.25% | |
CDD | Central Composite Design |
DOE | Design Of Experiment |
NTU | Nephelometric Turbidity Unit |
OFAT | One factor At a time |
PBD | Plackett-Burman Design |
PI | Permanganate Index (PI) |
RSM | Response Surface Methodology |
WHO | World Health Organization |
| [1] | Akowanou, A. V. O., & Aina, M. P. (2022). Ceramic water filter as a household water treatment system. In Encyclopedia of the UN Sustainable Development Goals (pp. 61–71). |
| [2] | Akowanou, A. V. O., Aïna, M. P., Groendijk, L., & Yao, K. B. (2016). Application de l’impression 3D à l’élaboration de filtres en céramique pouvant servir au traitement de l’eau au point d’utilisation. Déchets, Sciences et Techniques, 2016(71), 2–9. |
| [3] | Akowanou, A. V. O., Aina, M. P., Groendijk, L., & Yao, B. K. (2016). Household water treatment in Benin: Current/local practices. European Journal of Scientific Research, 142(2), 246–256. |
| [4] | Bain, R., Cronk, R., Hossain, R., Bonjour, S., Onda, K., Wright, J., Yang, H., Slaymaker, T., Hunter, P., Prüss-Ustün, A., & Bartram, J. (2014). Global assessment of exposure to faecal contamination through drinking water based on a systematic review. Tropical Medicine & International Health, 19(8), 917–927. |
| [5] | Wolf, J., Prüss-Ustün, A., Cumming, O., Bartram, J., Bonjour, S., Cairncross, S., Clasen, T., Colford, J. M., Curtis, V., De France, J., Fewtrell, L., Freeman, M. C., Gordon, B., Hunter, P. R., Jeandron, A., Johnston, R. B., Mäusezahl, D., Mathers, C., Neira, M., & Higgins, J. P. T. (2014). Systematic review: Assessing the impact of drinking water and sanitation on diarrhoeal disease in low- and middle-income settings: Systematic review and meta-regression. Tropical Medicine and International Health, 19(8), 928–942. |
| [6] | Wolf, J., Bonjour, S., & Prüss-Ustün, A. (2013). An exploration of multilevel modeling for estimating access to drinking-water and sanitation. Journal of Water and Health, 11(1), 64–77. |
| [7] | Venis, R. A., & Basu, O. D. (2020). Mechanisms and efficacy of disinfection in ceramic water filters: A critical review. Critical Reviews in Environmental Science and Technology, 0(0), 1–41. |
| [8] | Clasen, T. F., Brown, J., & Collin, S. M. (2006). Preventing diarrhoea with household ceramic water filters: assessment of a pilot project in Bolivia. International Journal of Environmental Health Research, 16(3), 231–239. |
| [9] | Clasen, T. F., Brown, J., Collin, S., Suntura, O., & Cairncross, S. (2004). Reducing diarrhea through the use of household-based ceramic water filters: a randomized, controlled trial in rural Bolivia. American Journal of Tropical Medicine and Hygiene, 70(6), 651–657. |
| [10] | Akosile, S. I., Ajibade, F. O., Lasisi, K. H., Ajibade, T. F., Adewumi, J. R., Babatola, J. O., & Oguntuase, A. M. (2020). Performance evaluation of locally produced ceramic filters for household water treatment in Nigeria. Scientific African, 7, e00218. |
| [11] | Akowanou, A. V. O., Deguenon, H. E. J., Groendijk, L., Aina, M. P., Yao, B. K., Drogui, P. 3D-Printed Clay-Based Ceramic Water Filters for Point-of-Use Water Treatment Applications. Progress in Additive Manufacturing. 2019, 4, 315–321. |
| [12] | Rayner, J., Zhang, H., Schubert, J., Lennon, P., Lantagne, D., Oyanedel-Craver, V. Laboratory Investigation into the Effect of Silver Application on the Bacterial Removal Efficacy of Filter Material for Use on Locally Produced Ceramic Water Filters for Household Drinking Water Treatment. Unpublished/Journal Name Not Provided. 2013. |
| [13] | Brown, J., Sobsey, M. D. Microbiological Effectiveness of Locally Produced Ceramic Filters for Drinking Water Treatment in Cambodia. Journal of Water and Health. 2010, 8(1), 1–10. |
| [14] | Salvinelli, C., Elmore, A. C., Reidmeyer, M. R., Drake, K. D., Ahmad, K. I. Characterization of the Relationship Between Ceramic Pot Filter Water Production and Turbidity in Source Water. Water Research. 2016, 104, 28–33. |
| [15] | Simonis, J. J., Basson, A. K. Manufacturing a Low-Cost Ceramic Water Filter and Filter System for the Elimination of Common Pathogenic Bacteria. Physics and Chemistry of the Earth, Parts A/B/C. 2012, 50–52, 269–276. |
| [16] | Mittelman, A. M., Lantagne, D. S., Rayner, J., Pennell, K. D. Silver Dissolution and Release from Ceramic Water Filters. Environmental Science & Technology. 2015, 49(14), 8515–8522. |
| [17] | Mahunon, S. E. R., Aina, M. P., Akowanou, A. V. O., Kouassi, E. K., Yao, B. K., Adouby, K., Drogui, P. Optimization Process of Organic Matter Removal from Wastewater by Using Eichhornia crassipes. Environmental Science and Pollution Research. 2018, 25, 29219–29226. |
| [18] | Daouda, M. M. A., Akowanou, A. V. O., Mahunon, S. E. R., Adjinda, C. K., Aina, M. P., Drogui, P. Optimal Removal of Diclofenac and Amoxicillin by Activated Carbon Prepared from Coconut Shell Through Response Surface Methodology. South African Journal of Chemical Engineering. 2021, 38, 78–89. |
| [19] | Shadan, B., Jafari, A., Gharibshahi, R. Enhanced Drilling Waste-Water Treatment Through Magnetic Nano-Composite Coagulant Application: A Central Composite Design Study. Heliyon. 2024, 10, e40450. |
| [20] | Kumar, S., Drogui, P., Tyagi, R. D. Application of Central Composite Design for Commercial Laundry Wastewater Treatment by Packed Bed Electrocoagulation Using Sacrificial Iron Electrodes. Chemosphere. 2024, 368, 143729. |
| [21] | Kumar, D. S., Bhavitha, K., Harani, A., Meenakshi, V., Rajendran, P., Lee, I. E., Al Awadh, M., Yuheng, L., Prasad, N. E. C. Green Analytical Comparison and Central Composite Design Optimization for Simultaneous Estimation of Pain Management Drugs Using RP-Liquid Chromatography. Microchemical Journal. 2025, 208, 112309. |
| [22] | Gonçalves, I. L., de Menezes Filho, F. C. M., de Morais, E. B., de Castro, V. A., Canales, F. A. Optimization of the Use of Moringa oleifera in Wastewater Treatment by Rotational Central Composite Design. Desalination and Water Treatment. 2024, 320, 100765. |
| [23] | Akowanou, A. V. O., Aina, M. P., Mahunon, S. E. R., Yao, B. K. Characterization of Clays from the “Sè” Region in the South of Benin Used to Make Ceramic Water Filters. American Journal of Applied Chemistry. 2017, 5, 90. |
| [24] | van der Laan, H., van Halem, D., Smeets, P. W. M. H., Soppe, A. I. A., Kroesbergen, J., Wubbels, G., Nederstigt, J., Gensburger, I., Heijman, S. G. J. Bacteria and Virus Removal Effectiveness of Ceramic Pot Filters with Different Silver Applications in a Long Term Experiment. Water Research. 2014, 51, 47–54. |
| [25] | Pérez-Vidal, A., Diaz-Gomez, J., Castellanos-Rozo, J., Usaquen-Perilla, O. L. Long-Term Evaluation of the Performance of Four Point-of-Use Water Filters. Water Research. 2016, 98, 176–182. |
APA Style
Akowanou, A. V. O., Hounkpe, S. P., Deguenon, H. E. J., Aina, M. P. (2025). Modelling and Optimization of Ceramic Water Filter Using Experimental Design. American Journal of Applied Chemistry, 13(3), 47-62. https://doi.org/10.11648/j.ajac.20251303.11
ACS Style
Akowanou, A. V. O.; Hounkpe, S. P.; Deguenon, H. E. J.; Aina, M. P. Modelling and Optimization of Ceramic Water Filter Using Experimental Design. Am. J. Appl. Chem. 2025, 13(3), 47-62. doi: 10.11648/j.ajac.20251303.11
@article{10.11648/j.ajac.20251303.11,
author = {Akuemaho Virgile Onésime Akowanou and Sena Peace Hounkpe and Hontonho Esperance Justine Deguenon and Martin Pepin Aina},
title = {Modelling and Optimization of Ceramic Water Filter Using Experimental Design},
journal = {American Journal of Applied Chemistry},
volume = {13},
number = {3},
pages = {47-62},
doi = {10.11648/j.ajac.20251303.11},
url = {https://doi.org/10.11648/j.ajac.20251303.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajac.20251303.11},
abstract = {This study aimed to model and optimize the design of a ceramic water filter using an experimental design approach. The ceramic filter was fabricated from raw clay sourced from the Sè region, while rice husk and sawdust, served as the pore-forming material. The optimization process began with a screening of 11 factors using a screening design, followed by optimization through response surface methodology. The optimizations were performed using Minitab 17.1 software. The responses considered were water flow rate, turbidity, permanganate index, and absorbance at 254 nm. The results showed that filtration rates ranged from 0.01 mL/s to 3.44 mL/s, turbidity removal varied between 78% and 95%, permanganate index removal ranged from 75% to 96%, and E. coli removal was between 50% and 100%. The following conclusions were drawn from the experiment: (1) high flow rate values were achieved at higher hydraulic heads; (2) higher turbidity values occurred when the proportion of pore-forming material was low; (3) the proportion of pore-forming material and the applied hydraulic head jointly influenced the plasticity index; (4) proportions of pore-forming material between 20% and 25% tended to provide the highest reduction in the permanganate index; (5) E. coli removal was higher at lower proportions of pore-forming material, but the hydraulic head tended to reduce this removal. These findings offer new insights into the use of experimental design methodologies for the fabrication of ceramic water filters.},
year = {2025}
}
TY - JOUR T1 - Modelling and Optimization of Ceramic Water Filter Using Experimental Design AU - Akuemaho Virgile Onésime Akowanou AU - Sena Peace Hounkpe AU - Hontonho Esperance Justine Deguenon AU - Martin Pepin Aina Y1 - 2025/06/23 PY - 2025 N1 - https://doi.org/10.11648/j.ajac.20251303.11 DO - 10.11648/j.ajac.20251303.11 T2 - American Journal of Applied Chemistry JF - American Journal of Applied Chemistry JO - American Journal of Applied Chemistry SP - 47 EP - 62 PB - Science Publishing Group SN - 2330-8745 UR - https://doi.org/10.11648/j.ajac.20251303.11 AB - This study aimed to model and optimize the design of a ceramic water filter using an experimental design approach. The ceramic filter was fabricated from raw clay sourced from the Sè region, while rice husk and sawdust, served as the pore-forming material. The optimization process began with a screening of 11 factors using a screening design, followed by optimization through response surface methodology. The optimizations were performed using Minitab 17.1 software. The responses considered were water flow rate, turbidity, permanganate index, and absorbance at 254 nm. The results showed that filtration rates ranged from 0.01 mL/s to 3.44 mL/s, turbidity removal varied between 78% and 95%, permanganate index removal ranged from 75% to 96%, and E. coli removal was between 50% and 100%. The following conclusions were drawn from the experiment: (1) high flow rate values were achieved at higher hydraulic heads; (2) higher turbidity values occurred when the proportion of pore-forming material was low; (3) the proportion of pore-forming material and the applied hydraulic head jointly influenced the plasticity index; (4) proportions of pore-forming material between 20% and 25% tended to provide the highest reduction in the permanganate index; (5) E. coli removal was higher at lower proportions of pore-forming material, but the hydraulic head tended to reduce this removal. These findings offer new insights into the use of experimental design methodologies for the fabrication of ceramic water filters. VL - 13 IS - 3 ER -
Institut National de l’Eau, Abomey-Calavi University, Abomey-Calavi, Benin Republic
Institut National de l’Eau, Abomey-Calavi University, Abomey-Calavi, Benin Republic
Institut National de l’Eau, Abomey-Calavi University, Abomey-Calavi, Benin Republic
Institut National de l’Eau, Abomey-Calavi University, Abomey-Calavi, Benin Republic
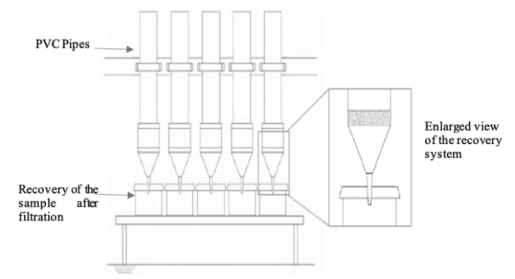
Figure 1. Experimental setup.
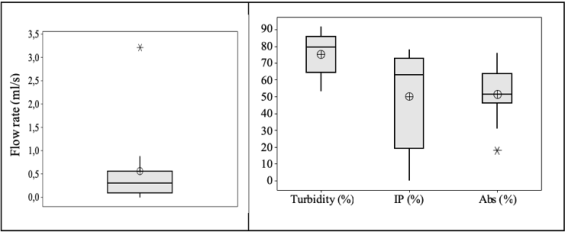
Figure 2. Boxplot of the responses.
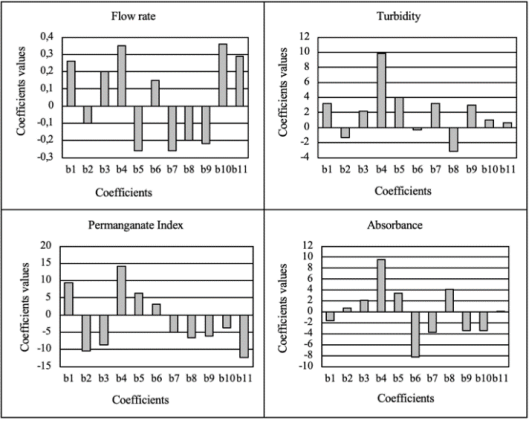
Figure 3. Bar charts of the model coefficients (Flow rate, Turbidity, Index, Permanganate, and Absorbance).
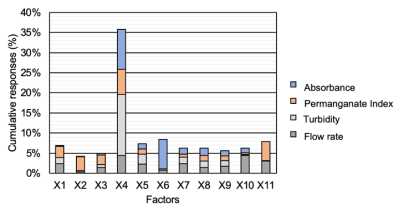
Figure 4. Cumulative contributions of the factors on the responses.
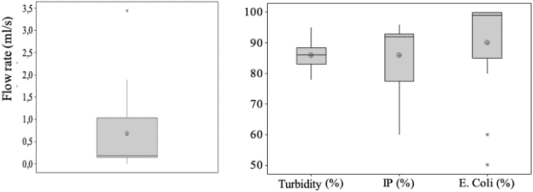
Figure 5. Boxplot of the responses.
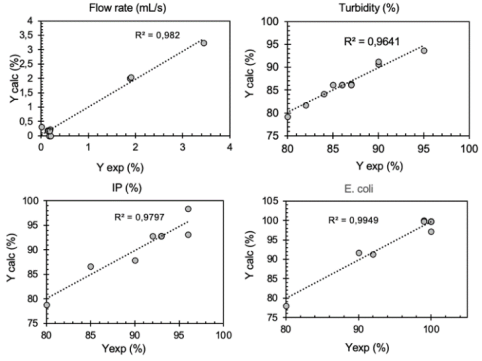
Figure 6. Goodness-of-fit graphs illustrating the correlation between experimental responses (Yexp) and calculated responses (Ycalc).
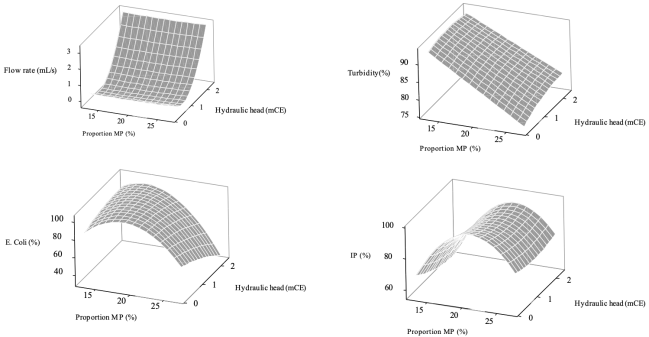
Figure 7. Response surface curves.
Information

