PET - Polyethylene Terephthalate is the main raw material used to manufacture PET - PETE plastic bottles. Since 2015, over 6.9 billion tons of plastic waste have been produced and only round 9% was recycled, 12% was incinerated and 79% accumulated in landfills or in nature. The present study involves recycling PET-based plastic materials into ethanediol and terephthalic acid by hydrolysis using two types of acid catalyst: the protonic H+ acid sites of citric acid molecules and the Lewis acid sites of Iron-Fe molecules. The set-up used is a reflux system consisting of a 250ml flask placed in the flask heater at a temperature of 144°C, with a straight cooler above it. Monitoring the progress of the reaction consisted in titrating the quantities of recycled PAT-Pure Terephthalic Acid molecules formed and the unsaturation in solution with HF-0.0026N hydrofluoric acid, then deducing the quantities of ethanediol molecules formed. The results recorded with the first experiment using the protonic acid H+ sites of citric acid molecules as catalyst were quite conclusive; 3.0762E-03 moles of PAT had been regenerated per gram of initial charge per moles of protonic H+ sites per minute. An optimization test was carried out, enabling us to estimate the quantities of Iron-Fe used in the three other tests with the Lewis Iron-Fe site catalyst, with Iron-Fe weight percentages of 15wt%, 58.42wt% and 92.65wt% respectively. It had been recorded that PET conversion increases slowly but surely with reaction time and that the amount of recycled PAT increases very strongly with the amount of catalyst used. Thus, the molar quantity of PAT regenerated per gram of initial charge per mole of Iron-Fe and per minute for the three quantities of catalyst mentioned above are respectively 1.1580E-04 (15wt%), 1.7809E-04 (58.42wt%) and 9.0591E-03 (92.65wt%), i.e. an increase at both ends of 7.723.06% compared with the 15wt% value. Kinetic study had been carried out on the test with 58.42wt% Iron-Fe catalyst, enabling not only to the determination of various kinetic constants but also the validation of a proposed reaction mechanism.
| Published in | American Journal of Applied Chemistry (Volume 13, Issue 1) |
| DOI | 10.11648/j.ajac.20251301.11 |
| Page(s) | 1-15 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Polyethylene Terephthalate-PET, Recycling, PAT-Pure Terephthalic Acid, Ethanediol, Reaction Mechanism, Iron-Fe, Citric Acid
Specifications | Values |
|---|---|
Glass-transition temperature | 70°C |
Melting point | 245°C |
Density | 1.34 – 1.39 g/cm3 |
Refractive index | 1.57 – 1.58 |
Specifications | Values |
|---|---|
Shapes | White crystals and/or powder |
Densiy | 1.519 |
Specifications | Values |
Solubility in water | 0.065 [g/l] – 65 mg/l – 3.25 mg/50 ml |
pKa | 3.54 – 4.34 |
Molar mass | 166.132 g/mol |
Melting point | 402°C |
Auto-inflammation temperature | 496°C |
Flash point | 260°C |
Refractive index | 1.51 |
Experimental conditions | Values |
|---|---|
Reactor | Reflux assembly (250 ml flask - Flask heater - Straight condenser) |
Temperature | 144°C |
PET load weight | 4.0608 g |
Hydrolysis duration [mn] | 60 |
[C=] – PET | 0.019791 mol/g |
Ratio [H+]/[C=] | 0.29 |
Distillated water solvent volume [ml] | 200 |
[C=]solution [moles/L] | 0.4018 |
[H+] [moles/L] | 0.1177 |
pH | 3.415 |
Citric acid weight | 0.0261 g |
MAc/MPET | 6.4273E-3 |
Titration HF-0.0026N | Flask reactor – Balloon 250 ml | Duration [mn] | Citric acid weight [g] |
|---|---|---|---|
Test1 – Protonic acid H+ - citric acid | 60 | 0.0261 | |
Initial load PET weight [g] | 4.0608 | Moles H+-total | moles Ac – citric acid |
4.08E-04 | 1.36E-04 | ||
Initial volume H2O [ml] | 200 | moles Ac - Ech | |
Final volume H2O [ml] | 185.66 | [H+] | 1.36E-06 |
Echantillon-Ech sample volume [ml] | 2 | 2.04E-03 | moles Ac-ech×0.03846=H+ non titrated - pH=1.52 |
[HF] - mol/l-1 | 0,0026 | colors solutions to be titrated | 5.22E-08 |
color indicator | bromophenol blue | purplish blue | |
Titration volume [ml] | 4 | Transparent | alkenes in solution |
13 | yellow-green | C=O; benzene; C-OH/PAT | |
PAT-sample [moles] | 3.29E-06 | ||
PAT regenerated-total [moles] | 3.05E-04 | ||
Molar mass PAT [g/mol] | 1.66E+02 | PET Conversion% | |
Total regenerated PAT weight [g] | 5.07E-02 | 1.25% | |
PAT regenerated per total load weight [moles/g] | 7.52E-05 | ||
PAT regenerated -totalcharges / [molesPAT/g/ molesH+] | 1.85E+03 | ||
PAT regenerated per minute -totalcharges / [molesPAT/g/ molesH+/mn] | 3.08E+01 | ||
[Ac] | 6.79E-04 | ||
Masse finale-PET [g] | 4.01E+00 | ||
[PET] [g/L] | 20.304 | ||
[PET]final [g/L] | 20.05026065 | ||
Fe-15% | Fe – 58.42% | Fe – 92.65% | |
|---|---|---|---|
Initial weight of the PET load [g] | 3.9403 | 3.68 | 0.0216 |
Catalyst weight Iron-Fe [g] | 0.6956 | 5.17 | 0.2721 |
Iron-Fe Quantities [moles] | 1.25E-2 | 9.26E-2 | 4.87E-3 |
% weight of iron | 15 | 58.42 | 92.65 |
Initial volume of H2O [ml] | 200 | 200 | 25 |
Fe-15wt% | Fe – 58.42wt% | Fe – 92.65wt% | ||||
|---|---|---|---|---|---|---|
Conversions | 60mn | 1.44% | 1mn | 3.35% | 120mn | 87.99% |
3mn | 3.69% | |||||
5mn | 6.37% | |||||
15mn | 7.38% | |||||
43mn | 8.72% | |||||
60mn | 16.40% | |||||
90mn | 17.80% | |||||
Fe-15wt% | Fe – 58.42wt% | Fe – 92.65wt% | ||||
Regenerated PAT [molesPAT/gPET] | 8.6534E-5 | 60mn | 9.8913E-4 | 5.2963E-3 | ||
90mn | 1.0699E-3 | |||||
Total regenerated PAT [molesPAT/gLOAD/molesFe] | 6.9479E-03 | 60mn | 1.0685E-02 | 1.0871E+00 | ||
90mn | 1.1558E-02 | |||||
Total regenerated PAT [molesPAT/ gLOAD /molesFe/mn] | 1.1580E-04 | 60mn | 1.7809E-04 | 9.0591E-03 | ||
90mn | 1.2842E-04 | |||||
Fe – 58.42%wt | [PET] [g/L] | Zero Order [PET]0 - [PET] | Order 1 LN [PET]0 - LN[PET] | Order 2 1/[PET] - 1/[PET]0 | |
|---|---|---|---|---|---|
1mn | 3.35% | 1.7783E+01 | 6.1706E-01 | 3.4111E-02 | 1.8859E-03 |
3mn | 3.69% | 1.77E+01 | 6.7877E-01 | 3.7587E-02 | 2.0817E-03 |
5mn | 6.37% | 1.72E+01 | 1.1724E+00 | 6.5839E-02 | 3.6986E-03 |
15mn | 7.38% | 1.70E+01 | 1.3575E+00 | 7.6643E-02 | 4.3291E-03 |
43mn | 8.72% | 1.68E+01 | 1.6044E+00 | 9.1231E-02 | 5.1914E-03 |
60mn | 16.40% | 1.54E+01 | 3.0236E+00 | 1.7952E-01 | 1.0687E-02 |
90mn | 17.80% | 1.51E+01 | 3.2704E+00 | 1.9570E-01 | 1.1748E-02 |
Time reaction interval | VPAT | [H2O] | [PET] | [Fe] |
|---|---|---|---|---|
[0-1] | 3.7143E-03 | 0.0074 | 8.0832E-04 | 0.4628 |
[1-3] | 1.8571E-04 | 0.0082 | 8.0551E-04 | 0.4627 |
[3-5] | 1.4857E-03 | 0.0141 | 7.8307E-04 | 0.4626 |
[5-15] | 1.1143E-04 | 0.0163 | 7.7466E-04 | 0.4625 |
[15-43] | 5.3061E-05 | 0.0193 | 7.6344E-04 | 0.4624 |
[43-60] | 5.0252E-04 | 0.0364 | 6.9893E-04 | 0.4623 |
[60-90] | 4.9524E-05 | 0.0394 | 6.8771E-04 | 0.4622 |
Time reaction Inteval - mn | VPAT | [H2O] | [PET] | PAT | EtOH | X1 | [Fe] | X2 | X3 | EtOH - n |
|---|---|---|---|---|---|---|---|---|---|---|
[0-1] | 3.7143E-03 | 0.0074 | 8.0832E-04 | 3.7143E-03 | 3.7143E-03 | 5.6230E-105 | 1.0074E+01 | 1.5584E-43 | 8.2445E+28 | 1.24813E-73 |
[1-3] | 1.8571E-04 | 0.0082 | 8.0551E-04 | 4.0857E-03 | 4.0857E-03 | 1.5443E-102 | 1.0082E+01 | 2.7802E-42 | 2.6192E+26 | 2.17791E-72 |
[3-5] | 1.4857E-03 | 0.0141 | 7.8307E-04 | 7.0571E-03 | 7.0571E-03 | 1.8521E-88 | 1.0141E+01 | 4.3800E-35 | 2.3074E+20 | 2.87652E-65 |
[5-15] | 1.1143E-04 | 0.0163 | 7.7466E-04 | 8.1714E-03 | 8.1714E-03 | 1.1206E-84 | 1.0163E+01 | 3.8032E-33 | 2.3254E+17 | 2.33851E-63 |
[15-43] | 5.3061E-05 | 0.0193 | 7.6344E-04 | 9.6571E-03 | 9.6571E-03 | 2.3128E-80 | 1.0193E+01 | 6.2331E-31 | 8.0557E+14 | 3.51123E-61 |
[43-60] | 5.0252E-04 | 0.0363 | 6.9893E-04 | 1.8200E-02 | 1.8200E-02 | 6.5212E-64 | 1.0364E+01 | 1.8534E-22 | 4.8862E+07 | 6.34076E-53 |
[60-90] | 4.9524E-05 | 0.0393 | 6.8771E-04 | 1.9686E-02 | 1.9686E-02 | 7.1418E-62 | 1.0394E+01 | 2.1265E-21 | 4.6296E+05 | 6.67629E-52 |
PET | Polyethylene Terephthalate |
PAT | Pure Terephthalic Acid |
Fe | Iron Atom |
Et-2OH = | Ethanediol = Ethylene Glycol |
Trans- | Transparent |
ech (echantillon) | Sample |
ln | Neperian Logarithm |
| [1] | Haynes, W. M., Lide, D. R., & Bruno, T. J. (2016). CRC Handbook of Chemistry and Physics. Florida: CRC Press. |
| [2] | Rabeharitsara, A. T., Andriamanantsoa, H., Randriana, N. R., Robijaona, B., & Ratsimba, H. M. (2022, October). Study of Esterification Between the Used Tire and Citric Acid Molecules. American Journal of Applied Chemistry, 10(5), 148-155. |
| [3] | Rabeharitsara, A. T., Espérance, D. M., Randriamanantena, N. I., Mampitefa, F. R., & Randriana, R. N. (2020, April). Esterification Between Citric Acid and Callistemon citrinus, Rice-Husk, Garcinia dulcis Catalysed by Citric Acid’s-H+- Monomers and Polymers Formation Mechanism. American Journal of Applied Chemistry, 8(2), 31-54. |
| [4] | Rabeharitsara, A. T., Rabenarivo, A. M., Rakotoarijaona, S., Ratsimba, H. M., Robijaona, B., & Rakotomamonjy, P. (2023, December). Kinetic Study of the Esterification Between Citric Acid Molecules and Dombeya Mollis’ Leaf Cellulose Titrated by Spectrophotometer UV-Visible Procedure. American Journal of Applied and Industrial Chemistry, 7(2), 47-53. |
| [5] | Rabeharitsara, A. T., Raharilaza, P. M., & Randriana, N. R. (June 2018). Esterification Between citric acid and pumpkin pipes' organic molecules, Esters hydrolysis and esters used as hydrocarbons aditives. American Journal of Applaied Chemistry, Volume 6 Issue 3, 78-95. |
| [6] | Rabeharitsara, A. T., Rakotonanahary, S. C., Ratsimba, M. H., Randriana, R. N., Robijaona, B., & Pierre, R. (2023). Determining of the Constituent Molecules in the Strychnos spinosa Pips by Extraction with Citric Acid Esterification Procedure. American Journal of Applied Chemistry, 11(1), 21-32. |
| [7] | Rabeharitsara, A. T., Randriamanantena, N. I., Robijaona, B. R., Rakotomamonjy, P., & Ratsimba, M. H. (2022). Determination of the Fatty Acids in the Epiphyllum oxypetalum’s Flower and Phylloclade Followed by the Study of Their Esterification with Citric Acid. American Journal of Applied Chemistry, 12(1). |
| [8] | Raharilaza, P. M. Esterification Entre Les Molecules D'acide Citrique Et Les Molecules Organiques Des Graines De Courges-Hydrolyse Et Valorisations Des Esters Comme Additifs Des Hydrocarbures". Memoire De Fin D'etude En Vue De L'obtention Du Diplome De Licence En Genie Chimique. E. S. P. A. Universite D'antananarivo. Promotion 2018. |
| [9] | Rakotonanahary, S. C. «Etude Qualitative Et Quantitative Des Acides Gras, Des Steroides, Des Terpenoides, Des Flavonoides Et Des Alcaloides Dans Les Graines De Mokotro Strychnos Spinosa Par La Methode D’esterification Avec L'acide Citrique». Ecole Supérieure Polytechnique d'Antananarivo - Université d'Antananarivo - Madagascar. Promotion 2023. |
| [10] | Guisnet, M., Laforge, S., & Dominique, C. (2007). «Réactions et réacteurs chimiques - Cours et Exercice». Université de Poitiers: Ellipses. |
| [11] | Randriamalala, A. P. (2022). « Synthèse et test catalytique du catalyseur hétérogène régénérable réducteur de gaz NOx à base de Fer de Pozzolana naturel et de polymère noir d'acide citrique » (Vol. Mémoire de fin d'étude MasterII titre Ingénieur en Génie de Procédé Chimique et Industriel). Université d'Antananarivo: Ecole Supérieure Polytechnique d'Antananarivo. |
| [12] | Rabeharitsara, A. T., Ny Itokiana, T. M., Raobijaona, B., Ratsimba, M. H., Randriana, N. R., & Rakotomamonjy, P. (2024, September). “Study of the Use of Oxygenated Water as a Non-Toxic Molecule Model for Catalytic Testing of Pozzolana-PN and Iron-Based NOx Reducing Catalysts”. American Journal of Polymer Science and Technology, 10(3), 67-82. |
| [13] | Ny Itokiana, T. M. (2024). «Potentialité en catalyseurs sur les ressources minières Malgaches Synthèses et tests catalytiques de catalyseurs à base de Fer supporté sur du pozzolana et polymère noir d'acide citrique». Mémoire de fin d'étude MasterII titre Ingénieur en Génie de Procédé Chimique et Industriel. Université d'Antananarivo. Ecole Supérieure Polytechnique d'Antananarivo. |
| [14] | Nomenjanahary Mialimalala (2024) « Synthèse et tests catalytiques des catalyseurs réducteurs de gaz Nox à base de Fer et de Polymère rouge brique d’acide citrique ». Mémoire de fin d'étude Licence Professionnel en Génie de Procédé Chimique et Industriel Université d’Antananarivo. Ecole Supérieure Polytechnique d’Antananarivo. |
APA Style
Tahina, R. A., Joachim, R., Baholy, R., Hanitriniaina, R. M. (2025). Kinetic Study of PET Recycling into PAT and Ethanediol by Hydrolysis Catalyzed by Protonic Acid H+ and Iron-Fe Catalysts. American Journal of Applied Chemistry, 13(1), 1-15. https://doi.org/10.11648/j.ajac.20251301.11
ACS Style
Tahina, R. A.; Joachim, R.; Baholy, R.; Hanitriniaina, R. M. Kinetic Study of PET Recycling into PAT and Ethanediol by Hydrolysis Catalyzed by Protonic Acid H+ and Iron-Fe Catalysts. Am. J. Appl. Chem. 2025, 13(1), 1-15. doi: 10.11648/j.ajac.20251301.11
AMA Style
Tahina RA, Joachim R, Baholy R, Hanitriniaina RM. Kinetic Study of PET Recycling into PAT and Ethanediol by Hydrolysis Catalyzed by Protonic Acid H+ and Iron-Fe Catalysts. Am J Appl Chem. 2025;13(1):1-15. doi: 10.11648/j.ajac.20251301.11
@article{10.11648/j.ajac.20251301.11,
author = {Rabeharitsara Andry Tahina and Raherimandimby Joachim and Raobijaona Baholy and Ratsimba Marie Hanitriniaina},
title = {Kinetic Study of PET Recycling into PAT and Ethanediol by Hydrolysis Catalyzed by Protonic Acid H+ and Iron-Fe Catalysts
},
journal = {American Journal of Applied Chemistry},
volume = {13},
number = {1},
pages = {1-15},
doi = {10.11648/j.ajac.20251301.11},
url = {https://doi.org/10.11648/j.ajac.20251301.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajac.20251301.11},
abstract = {PET - Polyethylene Terephthalate is the main raw material used to manufacture PET - PETE plastic bottles. Since 2015, over 6.9 billion tons of plastic waste have been produced and only round 9% was recycled, 12% was incinerated and 79% accumulated in landfills or in nature. The present study involves recycling PET-based plastic materials into ethanediol and terephthalic acid by hydrolysis using two types of acid catalyst: the protonic H+ acid sites of citric acid molecules and the Lewis acid sites of Iron-Fe molecules. The set-up used is a reflux system consisting of a 250ml flask placed in the flask heater at a temperature of 144°C, with a straight cooler above it. Monitoring the progress of the reaction consisted in titrating the quantities of recycled PAT-Pure Terephthalic Acid molecules formed and the unsaturation in solution with HF-0.0026N hydrofluoric acid, then deducing the quantities of ethanediol molecules formed. The results recorded with the first experiment using the protonic acid H+ sites of citric acid molecules as catalyst were quite conclusive; 3.0762E-03 moles of PAT had been regenerated per gram of initial charge per moles of protonic H+ sites per minute. An optimization test was carried out, enabling us to estimate the quantities of Iron-Fe used in the three other tests with the Lewis Iron-Fe site catalyst, with Iron-Fe weight percentages of 15wt%, 58.42wt% and 92.65wt% respectively. It had been recorded that PET conversion increases slowly but surely with reaction time and that the amount of recycled PAT increases very strongly with the amount of catalyst used. Thus, the molar quantity of PAT regenerated per gram of initial charge per mole of Iron-Fe and per minute for the three quantities of catalyst mentioned above are respectively 1.1580E-04 (15wt%), 1.7809E-04 (58.42wt%) and 9.0591E-03 (92.65wt%), i.e. an increase at both ends of 7.723.06% compared with the 15wt% value. Kinetic study had been carried out on the test with 58.42wt% Iron-Fe catalyst, enabling not only to the determination of various kinetic constants but also the validation of a proposed reaction mechanism.
},
year = {2025}
}
TY - JOUR T1 - Kinetic Study of PET Recycling into PAT and Ethanediol by Hydrolysis Catalyzed by Protonic Acid H+ and Iron-Fe Catalysts AU - Rabeharitsara Andry Tahina AU - Raherimandimby Joachim AU - Raobijaona Baholy AU - Ratsimba Marie Hanitriniaina Y1 - 2025/04/10 PY - 2025 N1 - https://doi.org/10.11648/j.ajac.20251301.11 DO - 10.11648/j.ajac.20251301.11 T2 - American Journal of Applied Chemistry JF - American Journal of Applied Chemistry JO - American Journal of Applied Chemistry SP - 1 EP - 15 PB - Science Publishing Group SN - 2330-8745 UR - https://doi.org/10.11648/j.ajac.20251301.11 AB - PET - Polyethylene Terephthalate is the main raw material used to manufacture PET - PETE plastic bottles. Since 2015, over 6.9 billion tons of plastic waste have been produced and only round 9% was recycled, 12% was incinerated and 79% accumulated in landfills or in nature. The present study involves recycling PET-based plastic materials into ethanediol and terephthalic acid by hydrolysis using two types of acid catalyst: the protonic H+ acid sites of citric acid molecules and the Lewis acid sites of Iron-Fe molecules. The set-up used is a reflux system consisting of a 250ml flask placed in the flask heater at a temperature of 144°C, with a straight cooler above it. Monitoring the progress of the reaction consisted in titrating the quantities of recycled PAT-Pure Terephthalic Acid molecules formed and the unsaturation in solution with HF-0.0026N hydrofluoric acid, then deducing the quantities of ethanediol molecules formed. The results recorded with the first experiment using the protonic acid H+ sites of citric acid molecules as catalyst were quite conclusive; 3.0762E-03 moles of PAT had been regenerated per gram of initial charge per moles of protonic H+ sites per minute. An optimization test was carried out, enabling us to estimate the quantities of Iron-Fe used in the three other tests with the Lewis Iron-Fe site catalyst, with Iron-Fe weight percentages of 15wt%, 58.42wt% and 92.65wt% respectively. It had been recorded that PET conversion increases slowly but surely with reaction time and that the amount of recycled PAT increases very strongly with the amount of catalyst used. Thus, the molar quantity of PAT regenerated per gram of initial charge per mole of Iron-Fe and per minute for the three quantities of catalyst mentioned above are respectively 1.1580E-04 (15wt%), 1.7809E-04 (58.42wt%) and 9.0591E-03 (92.65wt%), i.e. an increase at both ends of 7.723.06% compared with the 15wt% value. Kinetic study had been carried out on the test with 58.42wt% Iron-Fe catalyst, enabling not only to the determination of various kinetic constants but also the validation of a proposed reaction mechanism. VL - 13 IS - 1 ER -
Chemical and Industrial Process Department (GPCI), Antananarivo Polytechnical Highshool (ESPA), Antananarivo University, Antananarivo, Madagascar
Chemical and Industrial Process Department (GPCI), Antananarivo Polytechnical Highshool (ESPA), Antananarivo University, Antananarivo, Madagascar
Chemical and Industrial Process Department (GPCI), Antananarivo Polytechnical Highshool (ESPA), Antananarivo University, Antananarivo, Madagascar
Chemical and Industrial Process Department (GPCI), Antananarivo Polytechnical Highshool (ESPA), Antananarivo University, Antananarivo, Madagascar
Figure 1. PET figure and its monomer composed of PAT and ethylene glycol combined by oxygen bridge.
Figure 2. The molecule Pure Terephthalic Acid or benzene-1,4-dicarboxylic acid.
Figure 3. The ethylene glycol or ethane-1,2-diol molecule.
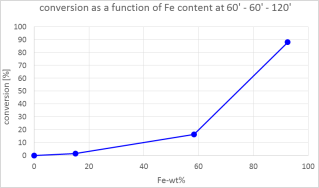
Figure 4. PET conversion as a function of Fe content.
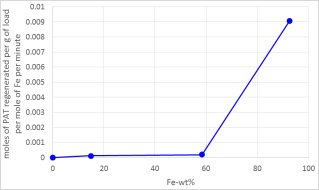
Figure 5. Molar quantity of PAT regenerated per gram of charge per mole of Fe per minute.
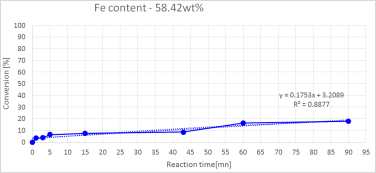
Figure 6. PET conversion as a function of reaction time for iron-Fe content-58.42%.
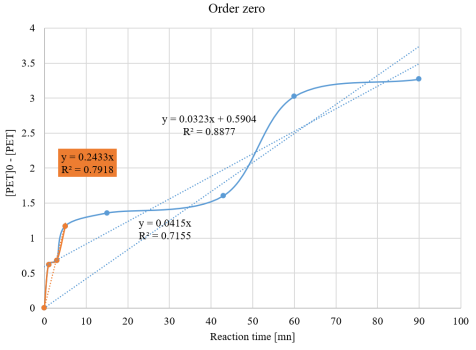
Figure 7. Evolution of the curve case global order with respect to PET is zero.
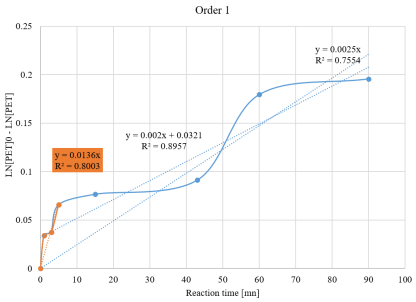
Figure 8. Evolution of the curve case global order with respect to PET is equal to one.
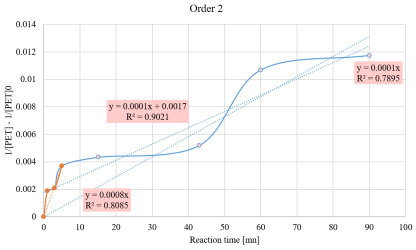
Figure 9. Evolution of the curve case global order with respect to PET is equal to two.
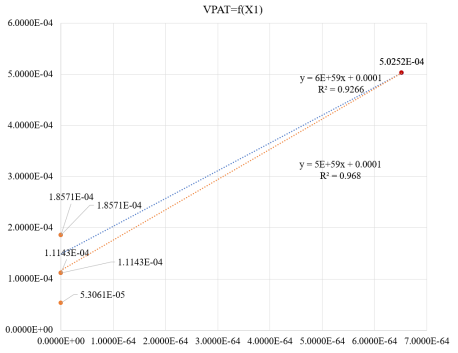
Figure 10. First method to determine the speed constant k3 by straight line to valid the mechanism 1.
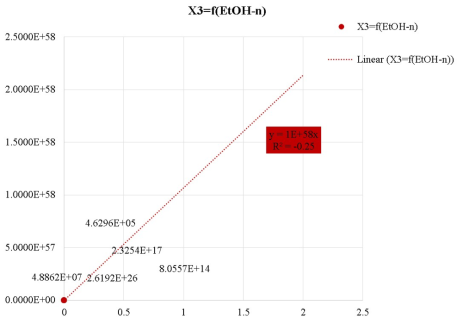
Figure 11. Second method to determine the speed constant k3 by straight line to valid the mechanism 1.
Information

